Extrusion Lamination Die Design for LDPE, EVA, PP & PLA: A Complete Material Guide
2026.02.26Materials & Applications
Extrusion lamination can be considered one of the most widely applied technologies in the packaging industry. In everyday life, more than 70% of common food-related containers incorporate lamination technology. It can even be said that without extrusion lamination, most packaging materials would not only result in greater resource waste but would also significantly reduce the functionality and practicality of the packaging itself.

More than 70% of the most commonly used food-related containers in daily life incorporate extrusion lamination technology.
Extrusion lamination dies differ significantly from other extrusion or coating dies. In other extrusion or coating applications, the choice of polymers and adhesives often varies widely depending on product type and functional requirements. In contrast, the polymers used in extrusion lamination are relatively straightforward. The four most common materials—LDPE, EVA, PP, and PLA—can be regarded as the “Four Major Polymers” of lamination.
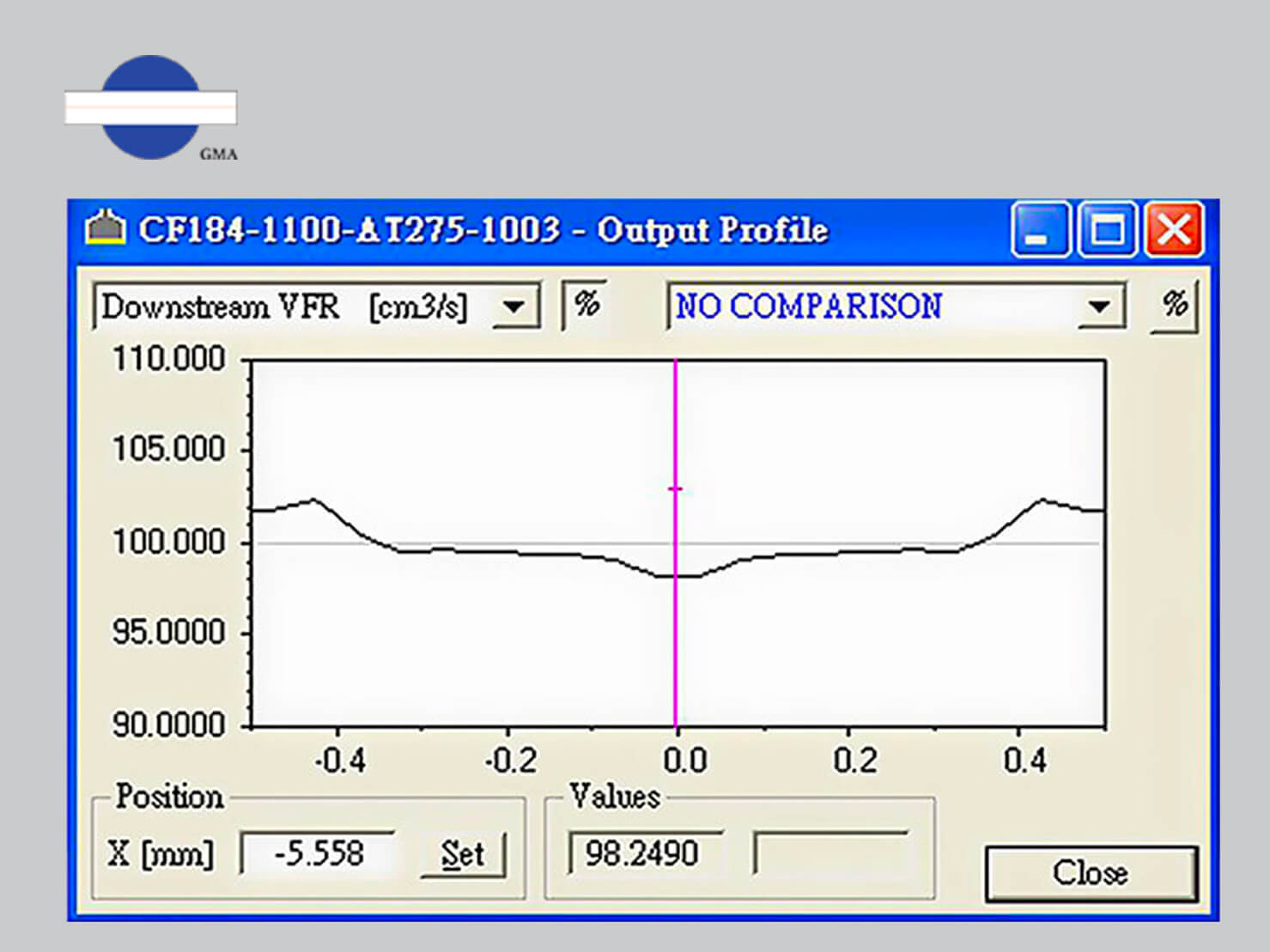
However, the fact that lamination uses a limited range of materials does not mean that die design or production technology is simple. On the contrary, due to the inherent characteristics of extrusion lamination—high temperature, high speed, ultra-thin laminating layers, and strict thickness uniformity—there are even more critical details to consider. Only with precise control and careful design can operators consistently achieve stable and high-quality lamination results.
 Compared to other extrusion dies, lamination
applications primarily use four types of polymers, often referred to as the
“Four Major Polymers.”
Compared to other extrusion dies, lamination
applications primarily use four types of polymers, often referred to as the
“Four Major Polymers.”
The Leader of the Four Major Polymers — LDPE (Low-Density Polyethylene)
More than 80% of extrusion lamination processes are based on LDPE. Although color masterbatch, additives, or blends with LLDPE may be incorporated, LDPE remains the primary base material. Its most common applications are in food-related flexible packaging, such as carton milk and juice containers, snack and biscuit packaging, paper cups, and the inner lining of food containers. These applications primarily serve to provide resistance against oil and moisture penetration, as well as to create an effective air barrier.
In addition to its dominant role in food packaging, LDPE is also used in industrial waterproof fabrics (such as tarpaulins), geomembranes, and construction underlayment films. However, compared to food-grade applications, construction-related uses generally have less stringent requirements for lamination precision and performance.
The reason LDPE is so widely used lies primarily in its high processing stability. Even at elevated temperatures, it maintains relatively stable melt flow behavior (with typical die operating temperatures around 280–320°C and a melt index for extrusion lamination generally between 2–8). Its ability to withstand both high and low temperatures, combined with its low production cost, makes LDPE highly favored in the market.
In terms of die design, standard T-type flow channels are commonly adopted based on LDPE’s material characteristics. A clean and straightforward flow path, combined with mirror-polished internal surfaces, ensures that the molten polymer is rapidly and evenly distributed within the die cavity. To meet the requirements of lamination production lines, the die body and die lip are often designed as separate structures, helping to minimize the impact of rapid temperature drop once the polymer exits the die lip.

The flow channel design of lamination dies typically adopts a clean and streamlined T-type structure, with no dead zones to prevent material stagnation.
One of the Four Major Polymers — EVA (Ethylene Vinyl Acetate)
EVA is valued for its excellent heat-sealing performance and strong adhesion properties. It is widely used in aluminum foil lamination structures, pre-coated films, and thermal laminating films, such as transparent protective layers for book covers, posters, and ID cards. EVA is typically extruded onto BOPET or PET substrates, forming an adhesive layer that becomes tacky when heated. It is also used in encapsulation films to ensure tight bonding between dissimilar materials.
While die design for most polymers primarily references the melt index (MI), EVA requires careful consideration of its VA (vinyl acetate) content. The higher the VA content, the stronger the adhesion and the softer the material. EVA is highly sensitive to temperature, especially grades with high VA content. Compared to LDPE, which is processed at higher temperatures, EVA is typically processed at around 150–200°C. If the temperature is too high, scorching or thermal degradation may occur.
Therefore, in flow channel design, dead zones must be strictly avoided to prevent material stagnation. In addition to using a clean T-type flow channel, slight adjustments may be made to the slope of the main manifold based on material characteristics—similar to a coat-hanger type design. Regarding surface treatment, electroplating combined with precision mirror polishing is essential to significantly reduce frictional heat generated between the polymer and the metal surface.

In EVA lamination, flow channel design takes the VA content into account. The higher the VA content, the higher the viscosity. When necessary, slight coat-hanger–style adjustments are made to the flow channel, combined with precision mirror polishing, to ensure uniform lamination quality.
Ream More: Exploring the Beauty of Processes: Differences and Applications of Lamination, Coating, and Bonding
One of the Four Major Polymers — PP (Polypropylene)
PP offers two major advantages: excellent heat resistance and high structural strength. As a result, it is widely used in lamination processes for various woven bags, such as rice bags, feed bags, cement bags, flour sacks, industrial powder bags, and jumbo bags. Most woven bags are made from PP fibers. To prevent the contents—especially fine powders—from leaking, the PP lamination layer applied inside the woven bag serves as an effective anti-leak barrier. In addition, the PP coating provides moisture and dust resistance. When both the substrate and the lamination layer are made of PP, the overall structural stability of the product is enhanced, helping to prevent moisture-related damage during transportation and storage.
If PP is laminated onto the outer surface of woven bags, it creates a smooth surface that is essential for products requiring printing. Moreover, since PP is a recyclable plastic, manufacturers often prefer to use PP as both the base material and the lamination polymer to simplify recycling processes and reduce costs. In addition to woven bag applications, some microwaveable food packaging materials are also made from PP, and PP lamination is used to meet printing requirements.
PP exhibits excellent thermal resistance, with typical die operating temperatures around 240–280°C and a melt index ranging from 5–15. Flow channel design generally still adopts a T-type structure to avoid dead zones and prevent material stagnation. However, compared to LDPE, PP’s material characteristics make it more prone to edge beading (thicker edges in the lamination layer). Therefore, besides slight adjustments to the flow channel design, lamination dies are often equipped with specially designed deckling or width-adjustment mechanisms. When processing LDPE, these mechanisms can achieve trim-free operation, while for PP they significantly reduce the occurrence of edge beading.

Compared to LDPE, PP’s material characteristics make it more prone to edge beading. In addition to optimizing the flow channel design, the deckling mechanism can also help reduce the occurrence of edge beading.
Read More: Complete Unlocking: Deckle system of extrusion die
One of the Four Major Polymers — PLA (Polylactic Acid)
PLA is widely recognized as a biodegradable plastic. With growing environmental awareness, it has become a preferred alternative to LDPE in lamination applications. However, since PLA is derived from raw materials such as corn starch or sugarcane, its supply capacity and pricing are subject to fluctuations in agricultural production. In addition, PLA has very poor heat resistance and is highly sensitive to temperature. Beyond temperature sensitivity, it is also highly sensitive to moisture. Excess moisture can lead to hydrolytic degradation. As a result, extensive drying is required before processing. Inadequate drying may cause bubbles, surface roughness, and other defects, increasing production complexity and cost.
Overall, the raw material and production costs of PLA are on average about twice that of LDPE. This is why, although PLA can technically replace LDPE in lamination applications, its practical replacement scope remains limited. At present, PLA mainly substitutes a portion of food packaging lamination applications.
PLA is typically processed at die temperatures around 170–210°C, with a melt index ranging from 2–6. Due to its high temperature sensitivity, a simplified flow channel design is preferred. When necessary, minor design adjustments are made to minimize residence time within the die cavity, ensuring uniform and stable lamination quality

For PLA, which is highly sensitive to both temperature and moisture, flow channel design must not only eliminate dead zones but also minimize the residence time of the polymer within the die cavity.
Overall, each of the four major polymers used in extrusion lamination serves distinct primary application areas. LDPE is predominantly used in various food packaging containers, and like PP, when applied to PE-based substrates, LDPE lamination enables efficient and straightforward recyclability. EVA lamination is mainly applied in packaging materials that require strong adhesion properties. PP is primarily used for woven bags and similar applications, offering both structural strength and convenient recyclability. As for PLA, its development is mainly focused on certain food and pharmaceutical packaging applications.
Read More: From Mold Flow Analysis to Extrusion Die Design: Enhancing Process Efficiency
Each of the Four Major Polymers has its own strengths, and from a die design perspective, each presents a challenge that may appear simple on the surface but is in fact full of intricate considerations.
Extrusion lamination itself operates under demanding conditions—high temperature, high speed, ultra-thin coating layers, and strict thickness uniformity. If these details are not handled with precision, the overall lamination quality cannot be properly controlled. Therefore, regardless of which “polymer champion” is used on the production line, selecting the most suitable die is the key to fully unleashing the true performance of the lamination process.

Regardless of which polymer champion is used, only by selecting the appropriate die design can the extrusion lamination process achieve its full potential.