LDPE・EVA・PP・PLA向け押出ラミネーションダイ設計:完全材料ガイド
2026.02.26材料・応用分野
押出ラミネーションは、包装業界において最も広く応用されている技術の一つといえます。日常生活で目にする食品関連容器のうち、70%以上がラミネーション技術を採用しています。さらに言えば、押出ラミネーションがなければ、多くの包装材料は資源の無駄を増やすだけでなく、包装材としての機能性や実用性を大きく低下させてしまうと言っても過言ではありません。

日常生活で最も一般的に使用されている食品関連容器の70%以上が、押出ラミネーション技術を採用しています。
押出ラミネーション用ダイは、他の押出用ダイやコーティング用ダイとは大きく異なります。一般的な押出やコーティング用途では、製品の種類や機能要求に応じて使用されるポリマーや接着剤が多岐にわたります。一方で、押出ラミネーションに使用されるポリマーは比較的シンプルです。代表的な材料であるLDPE、EVA、PP、PLAの4種類は、「ラミネーションの四大主要ポリマー」と呼ぶことができます。
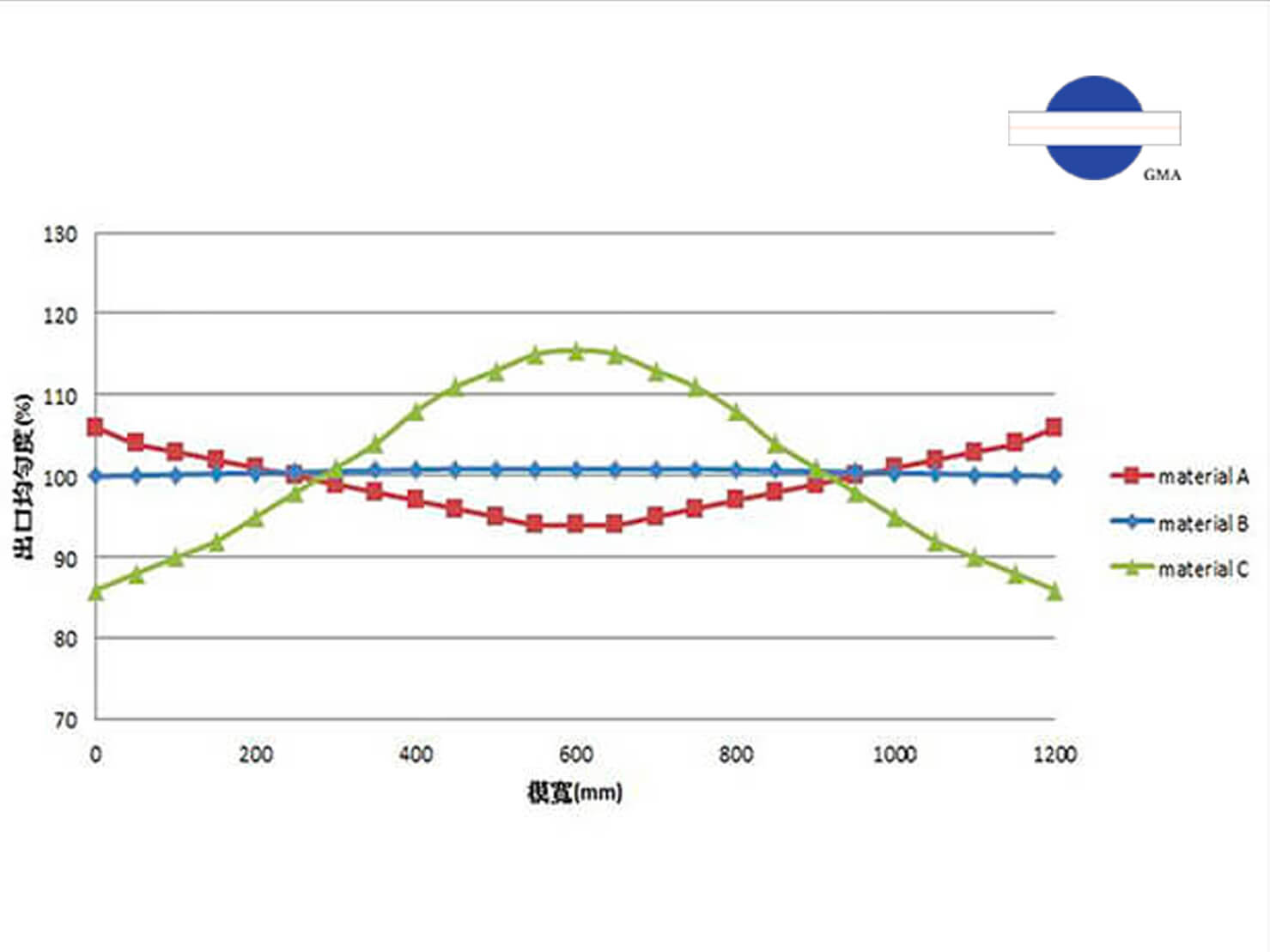
しかし、使用する材料の種類が限られているからといって、ダイ設計や生産技術が簡単であるという意味ではありません。むしろ、押出ラミネーションは高温・高速・超薄膜形成・厳格な膜厚均一性といった特有の特性を持つため、より多くの重要なポイントに配慮する必要があります。精密な制御と慎重な設計があってこそ、安定した高品質のラミネーションを継続的に実現することができるのです。
関連記事: 包装材料の世界的な技術革新:フィルム金型とラミネーション金型の応用

他の押出ダイと比較すると、ラミネーション用途では主に4種類のポリマーが使用されており、これらはしばしば「四大主要ポリマー」と呼ばれています。
四大主要ポリマーの筆頭 ― LDPE(低密度ポリエチレン)
押出ラミネーション工程の80%以上はLDPEをベースにしています。着色マスターバッチや添加剤の配合、あるいはLLDPEとのブレンドが行われる場合もありますが、基本となる主材料はLDPEです。主な用途は食品関連の軟包装で、紙パック入り牛乳やジュース容器、スナック・ビスケット包装、紙コップ、食品容器の内面層などが挙げられます。これらは主に油や水分の浸透防止、そして空気遮断といった機能を果たします。
食品包装分野での主力材料であるだけでなく、LDPEはターポリンなどの工業用防水シート、ジオメンブレン、建材用下地フィルムなどにも使用されています。ただし、食品グレード用途と比較すると、建材分野ではラミネーション精度や性能に対する要求は相対的に緩やかです。
LDPEが広く採用されている最大の理由は、その優れた加工安定性にあります。高温条件下でも比較的安定した溶融流動特性を維持し(一般的なダイ温度は約280~320℃、ラミネーション用のMI値はおおよそ2~8)、高温・低温いずれの環境にも対応可能です。さらに生産コストが低いことも、市場で高く評価される理由の一つです。
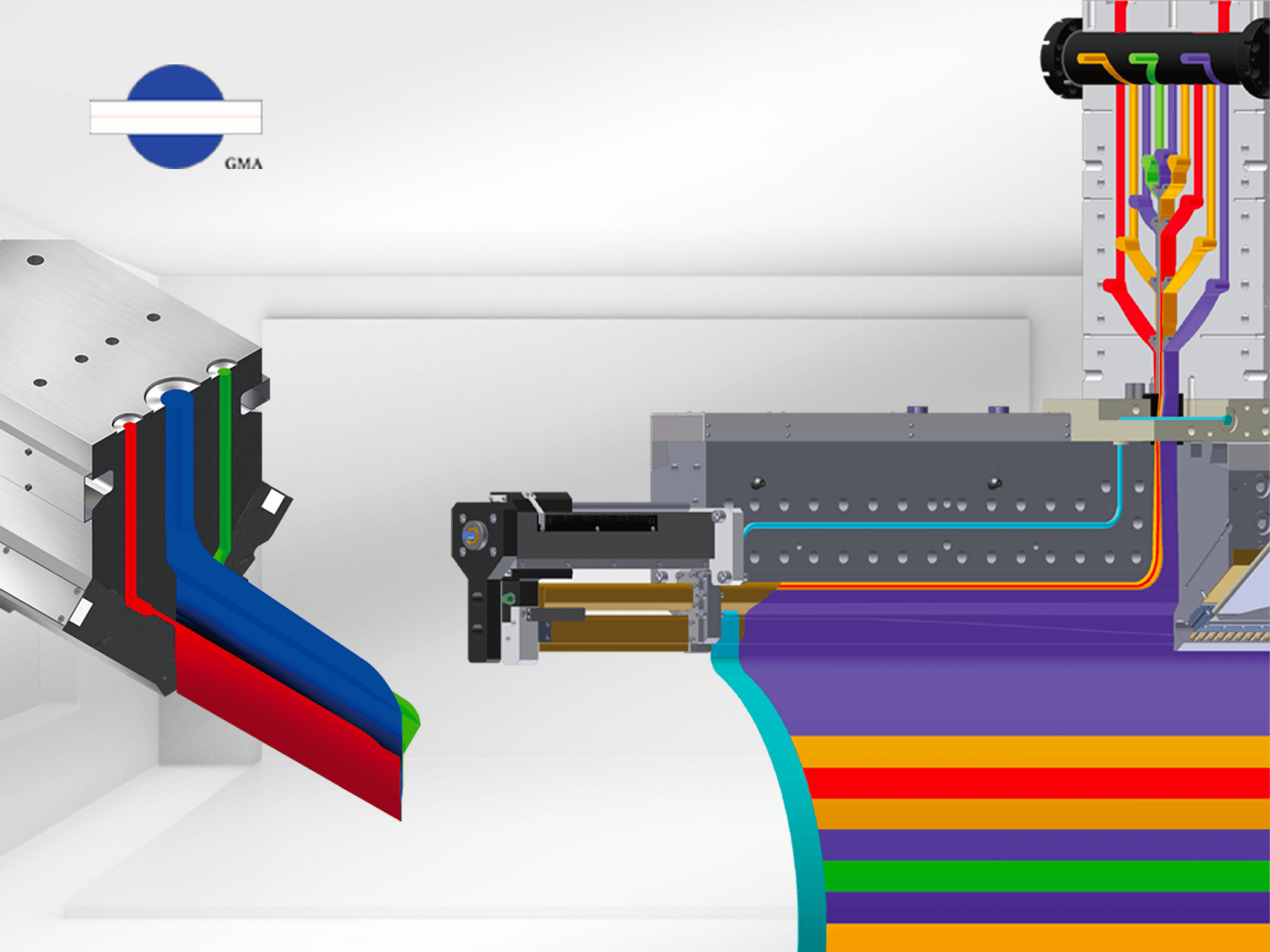
ダイ設計においては、LDPEの材料特性に基づき、標準的なT型流路構造が一般的に採用されます。シンプルで無駄のない流路形状と鏡面研磨された内部表面により、溶融樹脂はダイ内部で迅速かつ均一に分配されます。また、ラミネーションラインの要求に対応するため、ダイ本体とダイリップを分離構造とする設計が多く採用され、樹脂がダイリップから押し出された後の急激な温度低下の影響を最小限に抑えています。

ラミネーション用ダイの流路設計は、一般的にシンプルで無駄のないT型構造が採用され、原料の滞留を防ぐためにデッドゾーンを設けない設計となっています。
四大主要ポリマーの一つ ― EVA(エチレン酢酸ビニル共重合体)
EVAは、優れたヒートシール性と高い接着性によって評価されています。アルミ箔ラミネーション構造、プレコートフィルム、サーマルラミネートフィルムなどに広く使用されており、例えば書籍の表紙、ポスター、IDカードの透明保護層などが挙げられます。通常、EVAはBOPETやPET基材上に押出され、加熱時に粘着性を発揮する接着層を形成します。また、異種材料間の強固な接合を確保するための封止フィルムとしても使用されます。
多くのポリマーではダイ設計時に主にメルトインデックス(MI)を参考にしますが、EVAの場合はVA(酢酸ビニル)含有量を慎重に考慮する必要があります。VA含有量が高いほど接着力は強くなり、材料はより柔軟になります。特に高VAグレードのEVAは温度に非常に敏感です。高温で加工されるLDPEと比較すると、EVAの加工温度は一般的に約150~200℃です。温度が過度に高くなると、焦げや熱分解などの劣化が発生する可能性があります。
そのため、流路設計においては材料の滞留を防ぐため、デッドゾーンを厳密に排除する必要があります。シンプルなT型流路を採用するだけでなく、材料特性に応じて主マニホールドの傾斜を微調整し、コートハンガー型に近い設計を取り入れる場合もあります。表面処理においては、電解めっきと高精度鏡面研磨を組み合わせることが不可欠であり、樹脂と金属表面間に発生する摩擦熱を大幅に低減します。

EVAラミネーションにおいては、流路設計の際にVA含有量を考慮します。VA含有量が高いほど粘度は高くなります。必要に応じて、コートハンガー型に近い微調整を流路に施し、さらに高精度な鏡面研磨を組み合わせることで、均一なラミネーション品質を確保します。
関連記事: 工程の美を探求する:ラミネート、コーティング、ボンディングの違いと応用
四大主要ポリマーの一つ ― PP(ポリプロピレン)
PPは、優れた耐熱性と高い構造強度という二つの大きな特長を備えています。そのため、米袋、飼料袋、セメント袋、小麦粉袋、工業用粉体袋、フレキシブルコンテナバッグ(ジャンボバッグ)など、さまざまな織布袋のラミネーション工程に広く使用されています。多くの織布袋はPP繊維で作られており、内容物、特に微細な粉末の漏れを防ぐため、袋の内側に施されたPPラミネーション層が効果的な防漏バリアとして機能します。さらに、PPコーティングは防湿性や防塵性も提供します。基材とラミネーション層の両方をPPで構成することで、製品全体の構造安定性が向上し、輸送や保管時の湿気による影響を防ぐことができます。
PPを織布袋の外側にラミネートすると、滑らかな表面が形成され、印刷を必要とする製品にとって不可欠な工程となります。また、PPはリサイクル可能なプラスチックであるため、リサイクル工程の簡素化とコスト削減の観点から、基材およびラミネーション樹脂の両方にPPを採用するケースが多く見られます。織布袋以外にも、一部の電子レンジ対応食品包装材にもPPが使用されており、印刷適性を高めるためにPPラミネーションが施されています。
PPは優れた耐熱性を有し、一般的なダイ温度は約240~280℃、メルトインデックス(MI)は5~15の範囲です。流路設計は基本的にT型構造を採用し、デッドゾーンを避けて材料滞留を防止します。ただし、LDPEと比較すると、PPは材料特性上エッジビーディング(ラミネーション層の両端が厚くなる現象)が発生しやすい傾向があります。そのため、流路設計の微調整に加え、幅調整用のデッケル機構や専用の幅制御装置を備えたダイが使用されます。LDPE加工時にはトリムレス運転が可能ですが、PP加工時にはエッジビーディングの発生を大幅に低減する役割を果たします。

LDPEと比較すると、PPはその材料特性によりエッジビーディングが発生しやすい傾向があります。流路設計の最適化に加えて、デッケル機構を活用することでエッジビーディングの発生を抑制することができます。
関連記事: 完全解除:押出金型の幅調整機構
四大主要ポリマーの一つ ― PLA(ポリ乳酸)
PLAは、生分解性プラスチックとして広く知られています。環境意識の高まりに伴い、ラミネーション用途においてLDPEの代替材料として注目されています。しかし、PLAはトウモロコシ澱粉やサトウキビなどの農作物を原料としているため、供給量や価格は農業生産の変動に影響を受けます。
また、PLAは耐熱性が非常に低く、温度に対して極めて敏感です。さらに、水分にも高い感受性を持ち、過剰な水分は加水分解を引き起こす可能性があります。そのため、加工前には十分な乾燥工程が必要となります。乾燥が不十分な場合、気泡や表面粗さなどの欠陥が発生し、生産の難易度とコストが増加します。
総合的に見ると、PLAの原材料および生産コストは、平均してLDPEの約2倍となります。このため、理論的にはLDPEの代替が可能であるものの、実際の適用範囲は限定的です。現在では主に一部の食品包装用途においてLDPEの代替として使用されています。
PLAの加工温度は一般的に約170~210℃で、メルトインデックス(MI)は2~6の範囲です。高い温度感受性を持つため、流路設計はシンプルな構造が好まれます。必要に応じて微調整を行い、ダイ内部での滞留時間を最小限に抑えることで、均一かつ安定したラミネーション品質を確保します。

温度および水分の両方に非常に敏感なPLAに対しては、流路設計においてデッドゾーンを排除するだけでなく、ダイ内部での樹脂の滞留時間を最小限に抑える必要があります。
総じて、押出ラミネーションに使用される四大主要ポリマーは、それぞれ異なる主要用途分野を担っています。LDPEは主に各種食品包装容器に広く使用されており、PPと同様に、PEベースの基材に適用することで、効率的かつ容易なリサイクルが可能になります。EVAラミネーションは、強い接着性を必要とする各種包装材料に主に使用されます。PPは主に織布袋などの用途に使用され、優れた構造強度とリサイクルのしやすさを兼ね備えています。PLAについては、主に一部の食品および医薬品包装用途を中心に展開が進められています。
関連記事: 学際的な革新応用: モールドフロー分析、押出し金型の設計・製造、プロセス最適化
四大主要ポリマーはそれぞれに強みを持ち、ダイ設計の観点から見ると、一見シンプルに見えても実際には多くの緻密な配慮を要する課題を含んでいます。押出ラミネーションは、高温・高速・超薄膜形成・厳格な膜厚均一性といった厳しい条件下で行われます。これらの細部が精密に管理されなければ、ラミネーション品質を適切に維持することはできません。したがって、生産ラインでどの「ポリマーチャンピオン」を使用する場合であっても、最適なダイを選定することが、ラミネーション工程の性能を最大限に引き出すための鍵となります。

どのポリマーチャンピオンを使用する場合であっても、適切なダイ設計を選定してこそ、押出ラミネーション工程の性能を最大限に発揮することができます。