Plastic Extrusion Die: How It Works, Key Structure & Common Issues
2023.08-
What Is an Extrusion Die?
Plastics manufacturing relies on several distinct shaping methods: injection, blow molding, casting, and extrusion. Of these, extrusion is perhaps the least familiar — even within the industry — yet it underpins the production of sheets, films, and laminated materials used across packaging, construction, electronics, and automotive applications.
Extrusion dies fall into two main categories:
• Profile extrusion dies — used for pipes, tubes, and wire insulation.
• Flat extrusion dies — used for continuous sheets, films, and laminates.
Flat extrusion dies are the focus of this guide. Unlike injection molding, which produces discrete parts, or blow molding, which relies on air pressure to form hollow shapes, flat extrusion is a continuous process — the polymer never stops moving.

A "flat extrusion die" is employed in continuous and uniform production of sheets, films, and laminated materials. It ensures consistent and efficient manufacturing for these specific applications. -
How It Works
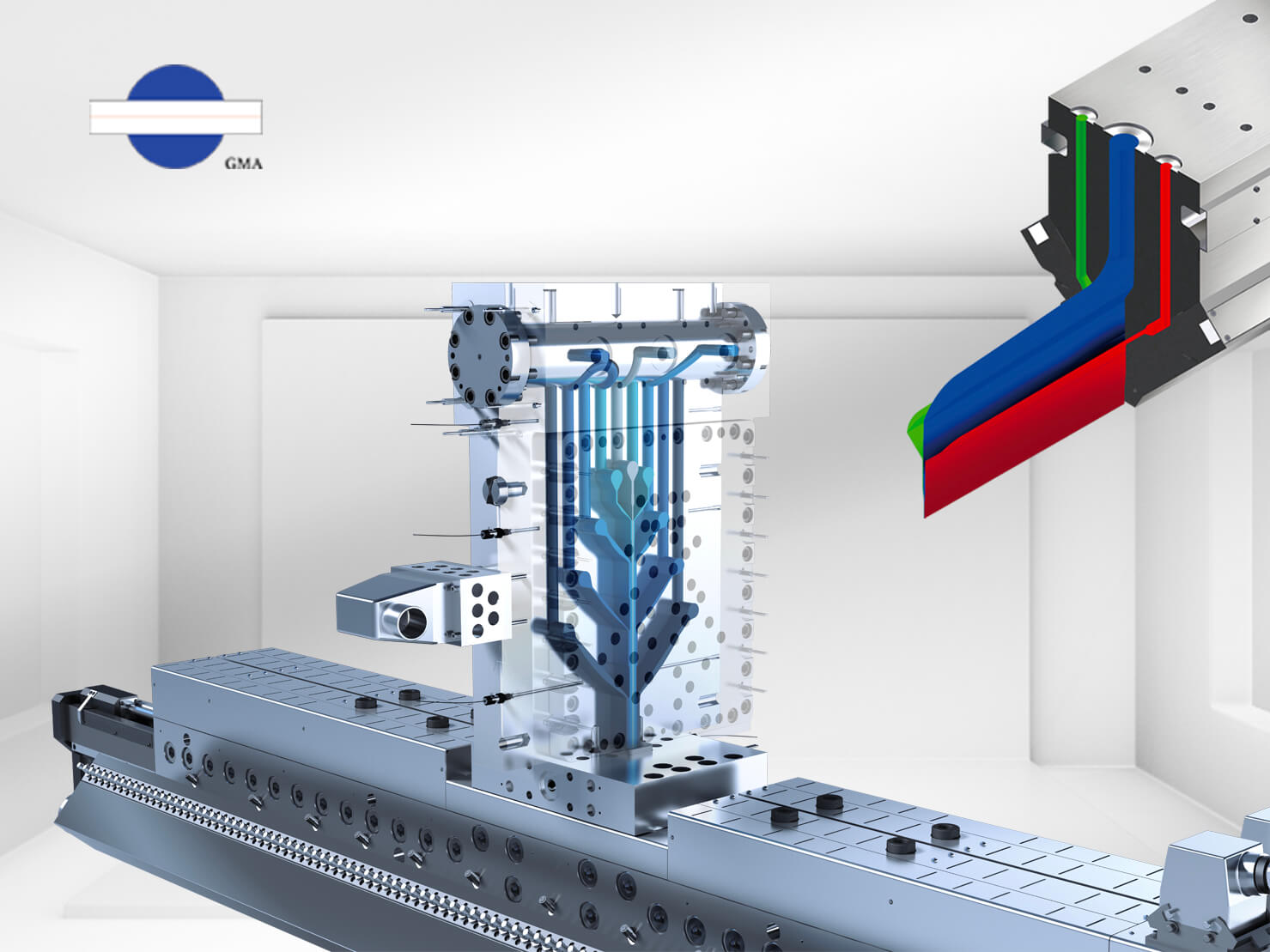
The die receives melted polymer from an extruder screw and channels it through a precisely engineered internal cavity. The geometry of this cavity is what determines whether the output is uniform. Done well, the polymer exits as a flat sheet or film with consistent thickness across its full width. It then passes through roller cooling to solidify.
The challenge is that polymers don't flow like water. Viscosity, shear sensitivity, and temperature all affect how the material behaves inside the chamber. Channel design must account for all of these — which is why extrusion die development demands both simulation tools and hands-on production experience.
These sheets and films are typically intermediate products. A packaging film, for example, may be extruded first, then printed, laminated, or cut downstream. The quality of the die determines how much tolerance the downstream process has to work with.

By designing the channel within the extrusion die chamber, the polymer is evenly extended, resulting in the production of uniform thickness sheets or films. Subsequently, roller cooling is employed for the purposes of solidification and shaping.
-
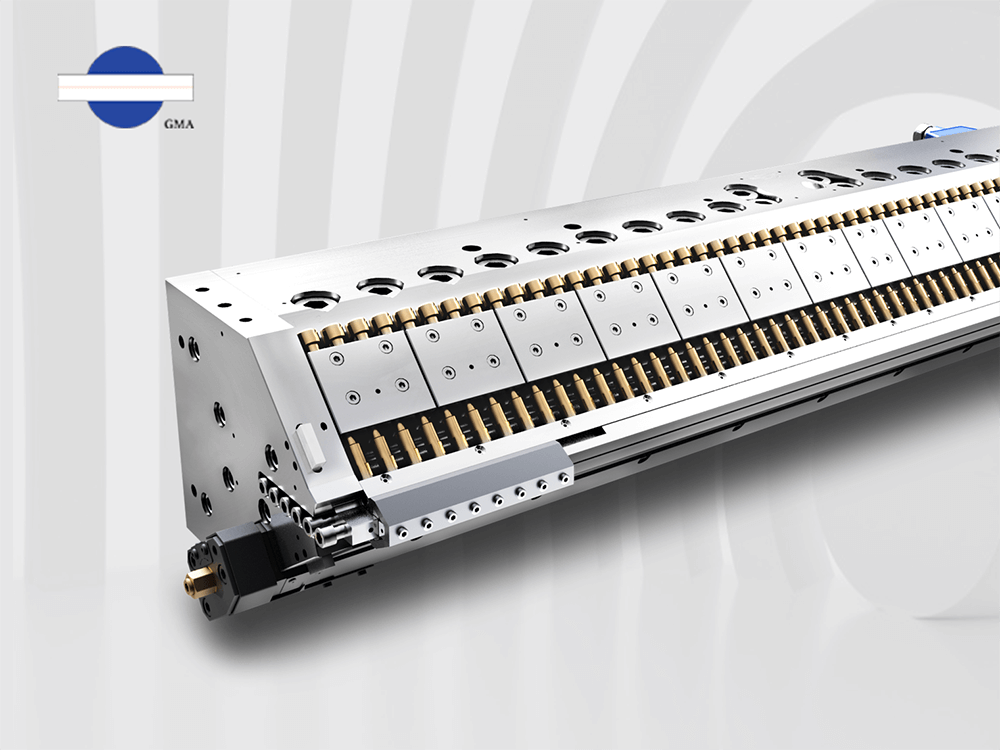
Structure: Three Components That Define Performance
An extrusion die consists of three core components. Each one affects the final product differently.
Component
Function
Key Considerations
Die Body
Houses the flow channel; shapes the polymer distribution
Steel grade, CNC precision, surface finish
Width Adjustment System
Controls sheet or film width via inner and outer deckles
Ease of operation, range of adjustment
Thickness Adjustment System
Regulates lip gap to control output thickness
Screw adjustment, rapid gap system, or interchangeable lips for wide or thick products
Steel selection for the die body is worth a separate discussion. The grade chosen must withstand the combination of heat, pressure, and polymer chemistry — and it directly influences how well the die can be machined, polished, and plated. Getting this decision wrong early creates problems that no amount of downstream adjustment can fix.
.jpg?tx5da5xylv)
The fundamental structure of an extrusion die comprises three components: the die body, the width adjustment system, and the thickness adjustment system.
Learn more: How to select the suitable steel to manufacturing extrusion die?
-
Applications
Sheet and film extrusion lines serve a wider range of industries than most people expect.
Output Type
Typical Applications
Sheets
Stationery boards, roofing panels, thermal insulation, food packaging boxes, diffusion plates, light guide boards
Films
Industrial stretch wrap, food packaging film, optical display films, automotive protective films
Laminated substrates (lamination die)
Paper cups, food containers, Tetra Pak cartons — polymer coated onto paper or film
Functional coatings (slot die)
Adhesives, specialty films, electronic components
The choice between a flat die, lamination die, or slot die isn't simply about product type — it affects material efficiency, line speed, and how much flexibility the operation has when formulations change.

The extrusion die is used in sheet or film extrusion production lines

Lamination die (left) and slot die (right) are used for different substance combination
Learn more: Let us work together to create more possibility of coating technology
-
Manufacturing: Where Small Errors Compound
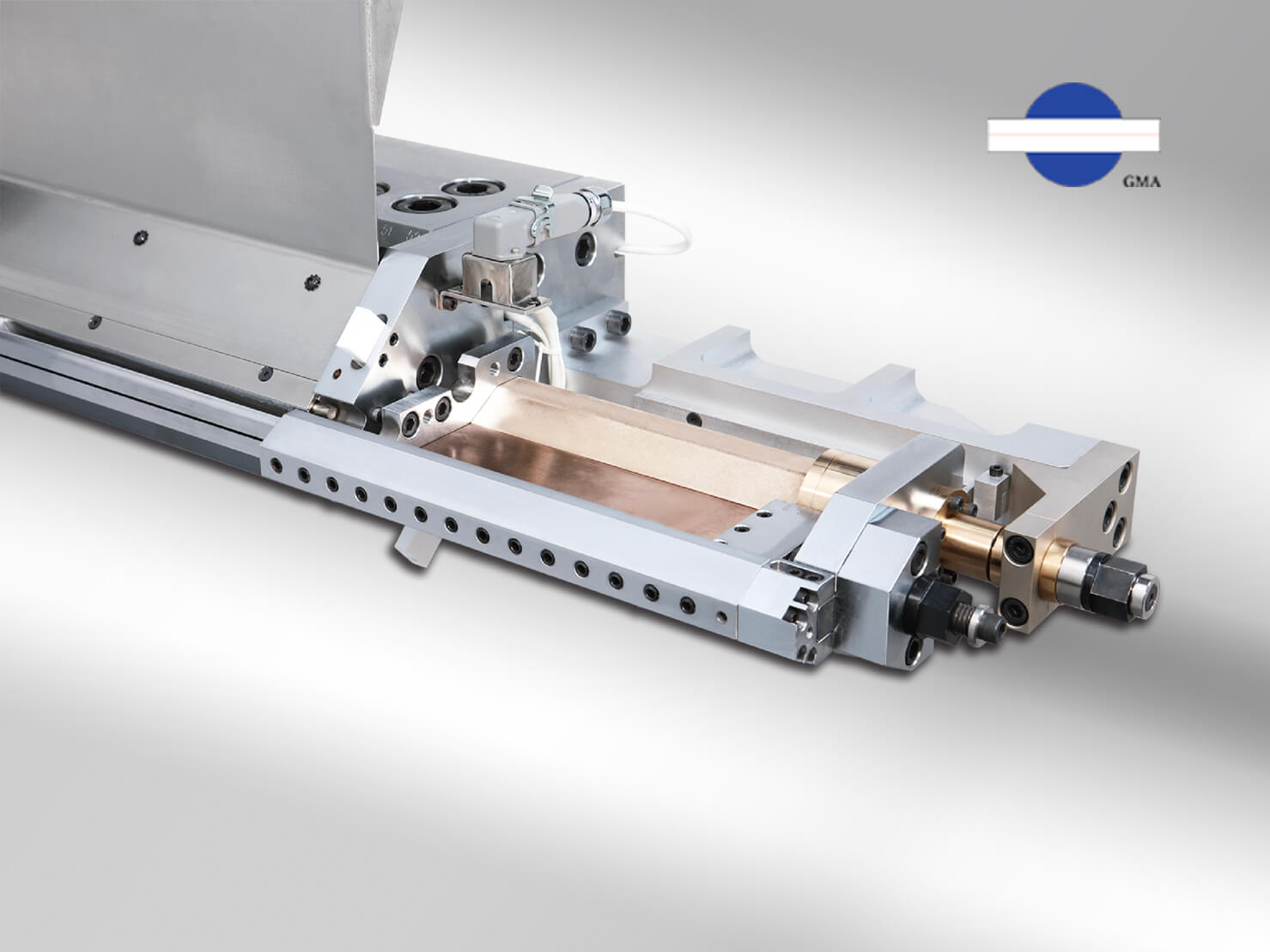
The manufacturing sequence for an extrusion die follows a fixed order: CNC machining → grinding → mirror polishing → chrome plating → inspection → assembly. Each step has tolerances measured in microns, and each depends on the one before.
The section that demands the most precision is the landing area — the final zone before the polymer exits the die. This is where the material undergoes its last elongation before becoming a sheet or film. Any surface irregularity here, whether from polishing that fell slightly short or a plating layer that isn't perfectly uniform, will show up in the finished product.
As die width increases, the landing area becomes proportionally harder to control. A 2,000mm die requires a level of process consistency that a 500mm die simply doesn't. This is one reason why the number of manufacturers capable of producing wide, high-precision dies remains small.

The process of extrusion die manufacturing may appear straightforward, these processes are interdependent and closely linked to one another.
Learn more: Rough? Not at all! The surface roughness is more detailed than you can imagine.
-
Design: The Variables That Actually Matter
Extrusion die design starts with the polymer. Viscosity, thermal sensitivity, shear behavior, and whether the material is virgin, modified, or contains recycled content — all of these determine how the channel must be shaped. A channel that works well for one polymer formulation may produce uneven flow or pressure buildup with another.
Consumer demand for multi-layer films and sheets has made this more complex. A single-channel die (without feedblock) can only produce one layer at a time. Multi-manifold dies, with two to five independent channels, allow different polymers to be combined into a single co-extruded structure before the material exits the die.
Single-Channel Die
(without feedblock)
Multi-Manifold Die (2–5 channels)
Output
Single-layer sheets or films
Multi-layer structures with tailored properties
Material flexibility
One polymer type per run
Different polymers or recycled blends per layer
Design complexity
Simpler channel geometry
Requires advanced flow simulation and validation
Typical use
Standard packaging, stationery
Barrier films, optical layers, automotive laminates
Simulation software helps optimize channel geometry, but it models ideal conditions. Real production introduces variation — resin lot differences, ambient temperature shifts, operator adjustments. Experienced die manufacturers carry this institutional knowledge in ways that software alone cannot replicate.

Given the variations in polymer combinations, an alternative solution is the use of multi-manifold dies alongside the single-channel extrusion die.
-
Maintenance
A well-built extrusion die, operated correctly and maintained consistently, should last at least 5–10 years without major intervention. In practice, lifespan depends heavily on what runs through it. Filled compounds and recycled-content materials accelerate wear. Corrosive polymers require more careful monitoring.
Routine maintenance priorities:
• Regular cleaning to prevent polymer residue from affecting flow distribution
• Periodic inspection of die lips and channels for early signs of wear or surface degradation
• Re-polishing or re-plating before problems become visible in the product — reactive maintenance is more expensive than preventive
• Proper storage and handling between production runs
Repair is often a better option than replacement. A die that has lost surface quality through wear can frequently be restored to original performance through targeted refurbishment — at a fraction of the cost of a new tool.
Learn more: Do you know 5 points of extrusion die repair and maintenance?
-
Advantages Over Other Polymer Processing Methods
The scale of extrusion is what sets it apart. Production rates of 200–2,000 kg per hour are standard — far beyond what injection or blow molding can achieve for the same material category.
The adjustability of the die body, width system, and thickness system also gives manufacturers flexibility that fixed tooling cannot offer. Width and thickness can be changed without replacing the die. This matters when product specifications shift between runs or when customers need incremental adjustments during scale-up.
Continuous production also means lower per-unit costs over volume. The investment in a precision extrusion die is front-loaded — once a die is dialed in for a given application, it can run with minimal intervention for years.
-
Market Trends
Two forces are reshaping what extrusion dies need to do.
Recycled and modified polymers. The push toward circular economy targets has accelerated the use of recycled content in films and sheets. Recycled polymers behave differently from virgin resins — they tend to have wider viscosity variation and may contain contaminants that affect flow. Die design increasingly needs to accommodate this variability without sacrificing thickness uniformity or surface quality.
Digitalization and process monitoring. Data from production runs is being converted into visualization tools that help operators identify problems earlier and respond faster. Combined with advances in simulation, this is shortening the gap between die design and successful first runs — which directly affects how quickly a new product can reach production.
The longer-term direction is toward dies that can handle a broader range of inputs with less manual adjustment — a response to the increasing complexity of polymer formulations and the global pressure to reduce material waste.

Regardless of the polymer type used by the customer, the extrusion die is the crucial device for transforming the polymer into a product.
Learn more: 2023 market trend forecast of the plastic industry
-
Common Issues and How to Address Them
The problems that occur in extrusion die operation tend to cluster around a few root causes.
Issue
Typical Cause
Resolution Approach
Thickness unevenness
Poor channel design or flow imbalance
Simulation analysis to redesign channel geometry
Die lines
Surface defects or contamination in landing area
Re-polishing; check polymer for abrasive content
Corrosion
Reactive polymer chemistry or inadequate maintenance
Material-appropriate coating; regular inspection schedule
Lip wear
Abrasive fillers or hard particles in compound
Re-plating or lip replacement; evaluate polymer compatibility
Leakage
Assembly issues or thermal cycling over time
Disassembly, inspection, re-sealing
Thickness unevenness is the issue manufacturers flag most often — and the hardest to fix after the fact. It almost always traces back to channel design. The earlier simulation is applied in the design process, the less likely this becomes.
For damage and wear, the economics usually favor repair over replacement, provided the die body itself is structurally sound. Finding a manufacturer with die repair capability — not just new die production — is worth factoring into supplier selection.
Extrusion die performance is ultimately determined before production starts — in the design decisions, material choices, and manufacturing tolerances that define the tool. Working with a supplier who can speak to all three, and who has seen enough production variation to know where theory and practice diverge, is usually the deciding factor in getting a new line running reliably.
Learn more: How to solve uneven flow speed in extrusion die? Here is the Answer!
Learn more: All extrusion die issue , let GMA help you.