Innovation in Co-Extrusion Process: Multi Manifold Die
2024.05.03The co-extrusion process is undoubtedly the main trend of plastic extrusion. It is well known that co-extrusion can be achieved through two methods. One is using a feed block to combine layers before entering the extrusion die for stretching and forming. The other is through a multi manifold extrusion die to layer the materials separately inside the chamber and then converge in the landing area. These two distinctly different processes and techniques have their own application scopes and clever designs. Typically, multi manifold die are used for materials with significant differences in properties. For example, aluminum-plastic panels (with metal on top and bottom and PE in the middle) are used in construction for wall panels, partitions, ceilings, etc., offering characteristics like waterproofing, heat insulation, and sound insulation. Decorative panels for automobiles (with PMMA on the surface and PC in the middle) must have scratch resistance and sufficient toughness. Food packaging films, special protective films, optical sheets or films, etc., require the expansion or enhancement of product functionality through the different properties of plastics. Let's now decrypt the key elements of multi manifold die!
The Challenges of Extrusion Die Design – Multi-manifold die
Extrusion dies typically have a single chamber, but multi-manifold die, due to their layered requirements, are designed with multiple chambers. In simple terms, a three-layer structure means there are three chamber, each with its matching flow channel. Therefore, three chamber equal three sets of flow channels. For extrusion die design, compared to the variables that may affect multi-manifold die, controlling variables in basic extrusion die design is relatively simpler. However, in multi-manifold die design, several factors significantly impact die performance:
-
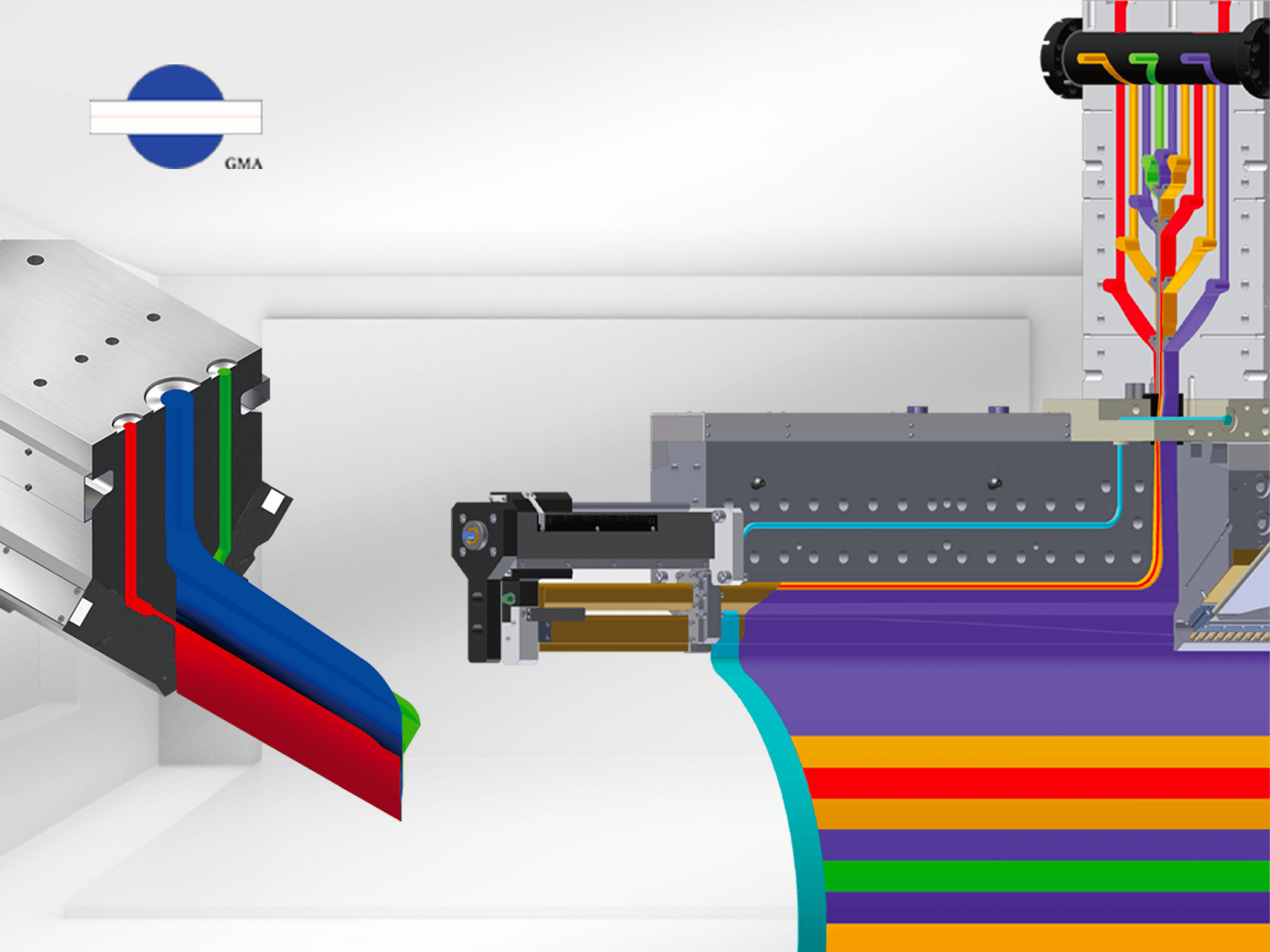
Plastic Flow within Each Chamber
As mentioned earlier, multi-manifold die are used to process formulations with significant differences in plastic properties. Therefore, the design of each chamber will vary based on these material properties. However, it's also essential to consider how to ensure that different plastics with varying flow properties within each chamber can uniformly stretch and form into a uniformly thickness when they converge at the landing area. This requires perfect coordination between simulation software, design, and processing.
For certain special plastics, each chamber may be equipped with independent restrict bar to assist operators in appropriately controlling the flow.

The design of each chamber will vary based on these material properties -
Temperature Control
One of the key factors affecting the flow rate of plastics is temperature. To ensure uniform heating of multiple chambers, each chamber is equipped with independent electric heating zones. This allows operators to control temperature zones separately. Additionally, to prevent the mutual influence of temperatures within the chamber due to long-term high-temperature production, each chamber is designed with independent temperature isolation, ensuring controlled and stable temperatures between chambers.
-
Pressure Control
Excessive or insufficient pressure within the chamber can lead to difficulties in stretching and forming or uneven flow rates. Therefore, each chamber is equipped with independent die lip adjustment screws used to adjust the opening size, which helps stabilize the internal pressure within the chamber.

Temperature and pressure control are the essential of multi manifold die design
The limitations and potential for development of multi-manifold die
While feed block can produce multi-layer structures ranging from simple three to five layers, and even hundreds of layers, multi-manifold die currently have a practical limit of five layers. Handling more than five significantly different plastic materials is challenging due to several factors. From a multi-manifold die design perspective, controlling more than five layers independently is too complex for operators. In actual production lines, this complexity increases the risk of human error. Moreover, achieving compatibility and integration among multiple materials requires extensive time for adjustment and testing. Even with plastics that have similar properties, there are difficulties, let alone those with significant property differences.
Read more: Unlocking the Three Secrets of Co-Extrusion Feed block
Multi-manifold die is the same with typical extrusion dies, can be designed with considerations for recycling materials to achieve environmental friendliness and energy efficiency. Additionally, to improve production yield, automatic control bolts can be used based on customer production requirements. This introduces a new possibility for users of the R&D formulation and can effectively enhance product quality and efficiency.

To improve production yield, automatic control bolts can be used based on customer production requirements.
Different co-extrusion methods each have their advantages, without a clear hierarchy of superiority. The key is to find equipment that suits the production of your specific products, enabling you to thrive in a competitive market.