From Lab to Production, Building Your Technology Moat
2026.06.30In 2004, a well-known technology company quietly launched a confidential R&D project. After investing two and a half years and approximately US$150 million, its CEO introduced the product to the world in 2007 with the famous opening statement:” "Every once in a while, a revolutionary product comes along that changes everything."
That product was the iPhone.
Interestingly, Apple was not the first company to introduce a touchscreen smartphone. What truly transformed the mobile phone industry—and enabled Apple to maintain its market leadership—was its ability to integrate hardware (the iPhone), software (the App Store), and services into a complete ecosystem. This comprehensive integration created a powerful technology moat that competitors have struggled to replicate.

Apple's integrated ecosystem established a strong technology moat and reinforced its market leadership.
The same principle applies across every industry.
Research and development is the foundation of every technology moat. It serves as the starting point for innovation, allowing R&D teams to work alongside engineering, manufacturing, and marketing teams to transform new ideas into commercial products.
However, innovation requires significant investments of both time and capital. More importantly, every concept must go through repeated testing and validation before it is ready for commercialization.
Successful product development cannot rely solely on theoretical calculations or assumptions. Real-world manufacturing conditions must be simulated and verified, making lab-scale and pilot-scale equipment indispensable tools throughout the development process.
Since each stage of product development has different objectives, different types of equipment are required to verify performance, optimize processes, and reduce development risks. Together, these stages form the foundation of a company's long-term technology moat.
The Three Stages of Building a Technology Moat:What → How → Yield
Product development generally progresses through three key stages:
|
Stage |
Core Question |
Primary Objective |
|
What |
Can this material or formulation work? |
Evaluate feasibility and identify promising directions. |
|
How |
How can it be manufactured consistently? |
Optimize process parameters and simulate production conditions. |
|
Yield |
How can stable quality be maintained? |
Build a knowledge database that supports consistent production and high yield. |
Each stage contributes differently to a company's competitive advantage.
Stage1 : What —Can this formulation or material achieve the desired performance?
At this stage, engineers evaluate material compatibility, formulation feasibility, and available processing methods. The primary goal is to explore possibilities rather than optimize production.
Stage 2 : How -- How can the product be manufactured successfully?
Once a feasible formulation has been identified, attention shifts toward process development. Engineers determine the optimal processing conditions while evaluating how changes in temperature, pressure, coating methods, or extrusion parameters influence product performance.
Stage 3 :Yield — How can production remain stable over time?
This final stage focuses on transforming experimental results into standardized manufacturing procedures.
Critical process parameters, equipment configurations, and operating conditions are documented to build an internal knowledge database that enables stable production and consistent product quality.
Rather than simply collecting data, companies are converting experience into know-how—a valuable asset that competitors cannot easily duplicate.
Because every company's R&D progress is different, there is no universal definition of "lab-scale equipment."
Instead, the appropriate equipment depends on the objectives of each development stage.
For example, in extrusion applications, lab-scale equipment is often used to evaluate new polymer formulations and material combinations. Consequently, the design philosophy behind an extrusion die used for laboratory testing differs significantly from that of a production die.
Small Lab Die, Big Challenge
Production extrusion dies are typically designed for well-established materials with relatively stable formulations. Once the polymer properties are defined, engineers can optimize the flow channel accordingly.
Lab-scale dies, however, face a completely different challenge.
A single lab die may need to process a wide range of materials, for example,
process PP / PET / PC / TPU in one die
These polymers differ significantly in melt index, viscosity, processing temperature, and rheological behavior.
Even within a single material such as PP, the melt index can range from MI 1 to MI 40, creating dramatically different flow characteristics.
For die designers, achieving uniform melt distribution under such varying conditions is a considerable engineering challenge.
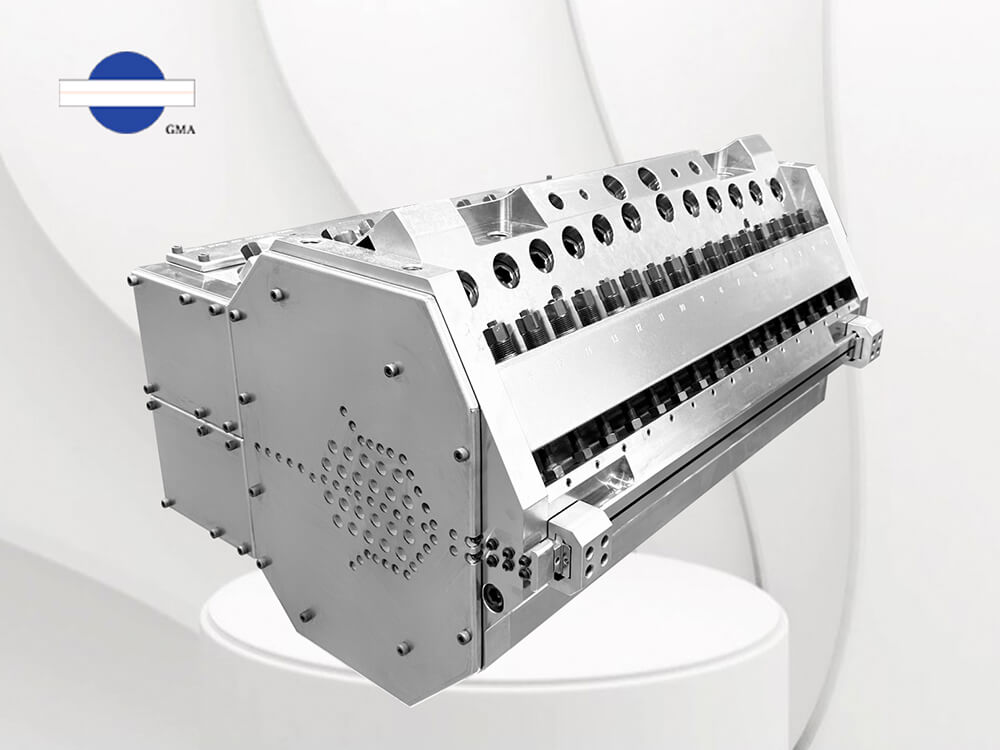
Another major challenge lies in the die size itself.
Production dies are typically 1,000–3,000 mm wide, providing sufficient flow length for melt pressure to gradually equalize before reaching the die lip.
Lab-scale dies, by contrast, are usually only 100–500 mm wide.
The much shorter flow path leaves very little room for pressure balancing.
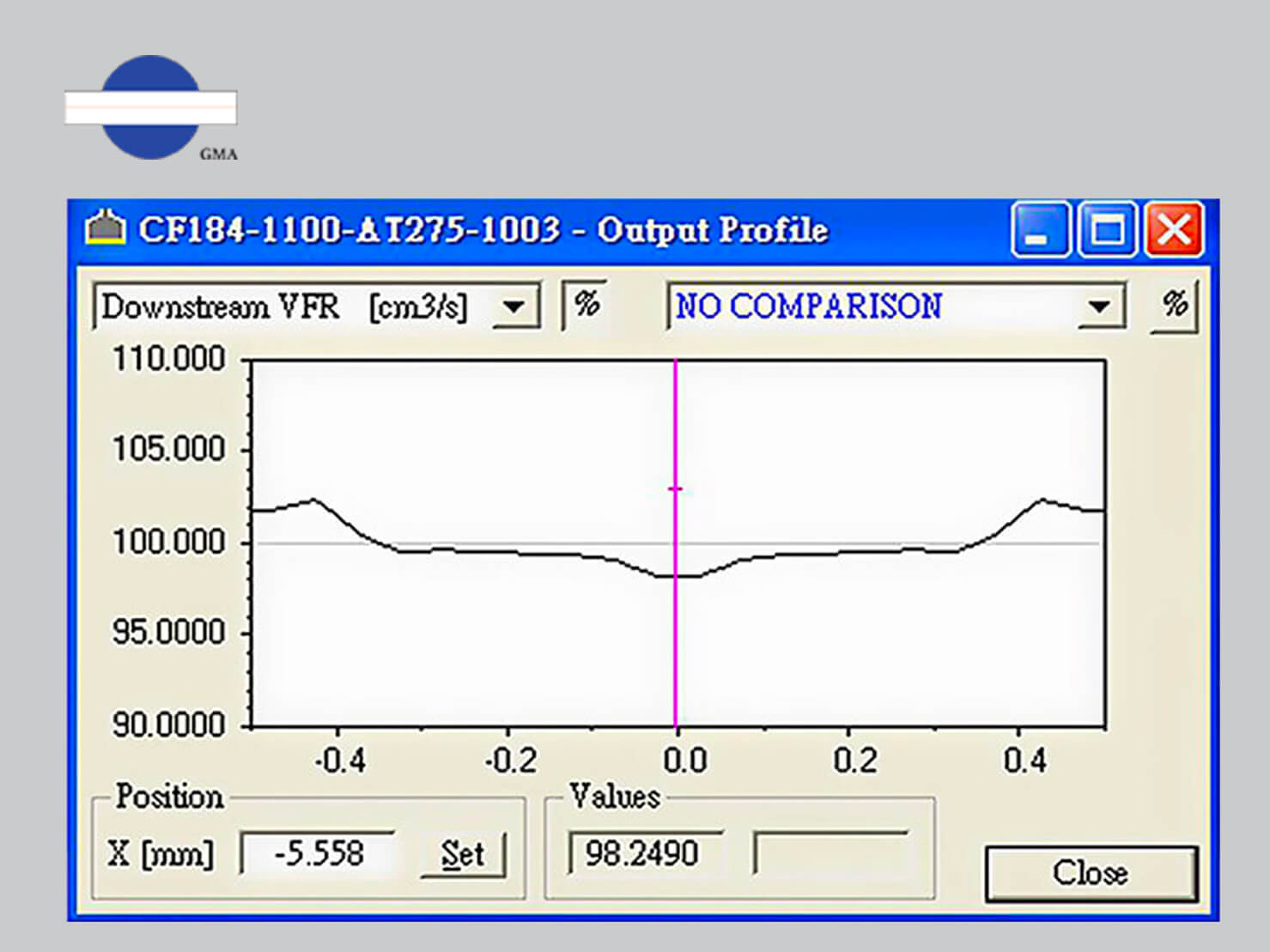
Flow simulation often generates multiple possible manifold designs depending on the polymer being processed. At this stage, engineering experience becomes just as important as simulation software.
Designers must combine simulation results with practical know-how to determine the optimal geometry for every section of the flow channel.
Ironically, smaller dies often require even tighter machining tolerances than production dies, making manufacturing considerably more demanding.

A lab-scale extrusion die (left) can be just as challenging to design and manufacture as a full-scale production die (right).
Experience Is the Real Competitive Advantage
Designing a lab-scale extrusion die is not simply a matter of reducing dimensions.
It requires a deep understanding of the relationship between polymer rheology and flow channel geometry across a wide range of materials.
This expertise cannot be acquired simply by purchasing equipment.
Instead, it is accumulated through years of experience working with different customers, materials, and processing conditions.
This is one of the reasons why many companies manufacture extrusion dies, yet only a limited number are capable of developing high-performance lab-scale dies.
Some equipment manufacturers even choose to design and build their own lab dies because suitable suppliers are difficult to find.
From a business perspective, the reason is straightforward:
Developing lab-scale dies demands significant engineering effort, while market demand remains relatively limited.
Lab Equipment Is Equally Specialized
The same challenge applies to lab-scale equipment.
Designing production equipment is relatively straightforward because the target product and process are already well defined.
Lab-scale equipment, however, must remain flexible enough to accommodate a wide variety of materials and experimental conditions.
For universities and research institutes engaged in early-stage material development, a complete pilot line is often unnecessary.
Many begin with only an extruder, screw, and lab die to verify material feasibility before investing in more advanced pilot-scale equipment.

Because of their complexity, relatively few manufacturers specialize in lab-scale extrusion equipment and dies.
Pilot Stage
Once material feasibility has been confirmed, the next step is pilot-scale validation.
Unlike lab-scale equipment, which focuses on feasibility studies, pilot-scale equipment is designed to simulate real production conditions. Its primary purpose is to collect process data, optimize manufacturing parameters, produce qualification samples, and support small-batch production.
At this stage, the material formulation has generally been finalized, although minor adjustments may still be required to optimize product performance.
The biggest difference from the lab stage is that pilot-scale equipment allows manufacturers to produce representative samples for customer evaluation, product qualification, and market validation.
Once testing is complete, the collected process data becomes the foundation for future production, helping establish stable operating conditions and consistent product quality.
For this reason, pilot-scale equipment is often designed with specifications similar to those of a production line.
A Lower-Risk Path to Production
Many companies are willing to invest in pilot-scale equipment, especially when developing high-value products such as: Optical films, Functional films , Coated materials. Battery materials. Electronic materials, etc.
In addition to process development, pilot lines can also be used for small-batch production, allowing companies to introduce new products to the market before committing to a full-scale manufacturing line.
This approach reduces investment risk while providing valuable feedback from customers and the market.
If demand grows as expected, companies can confidently move forward with production-line planning.
For example, coating development involves many more process variables.
Engineers must consider factors such as: Coating formulation, Coating method.,
Substrate properties, Coating speed, Drying conditions etc.
A small change in any one of these variables can significantly affect product quality.
As a result, the demand for pilot-scale coating equipment has grown steadily in recent years.
Some companies choose to work with equipment manufacturers that provide laboratory facilities and testing services before investing in their own pilot line.
However, equipment alone is not enough.
Working with experienced process engineers can greatly shorten development time and help identify practical solutions more efficiently.
Unfortunately, not every equipment supplier is able to provide this level of process expertise.

Experienced process engineers can significantly reduce development time by assisting with testing and process optimization during the R&D stage.
Read More: Savior of research and development dept. and engineer-Slit coater lab machine
Selecting a pilot-scale system requires the same level of consideration as designing a production line.
Unlike lab-scale equipment, which primarily evaluates material feasibility, pilot-scale equipment must generate data that can be directly applied to commercial manufacturing.
For example, a 300 mm lab extrusion die cannot accurately represent the flow characteristics of a 1,500 mm production die, because the manifold design and pressure distribution are fundamentally different.
The same principle applies to coating.
Many desktop coating machines are suitable for formulation screening, but they cannot accurately simulate the conditions of a continuous production process.

Desktop coating equipment is ideal for evaluating formulation compatibility, but it cannot fully replicate commercial coating conditions.
Why Three Coating Methods?
One of the primary objectives of a pilot-scale coating line is to generate representative samples and establish reliable process parameters for future production.
For this reason, a pilot line should offer the same level of process flexibility expected from a commercial production line.
A common misconception is that a slot die coater alone is sufficient because of its excellent coating precision and thickness uniformity.
However, during product development, engineers often face a different challenge:
At the beginning of an R&D project, no one knows which coating method is the best fit for the formulation or substrate.
If the pilot line is limited to a single coating method, engineers may be forced to repeatedly modify the coating formulation simply to accommodate the equipment.
If formulation adjustments still fail to achieve the desired coating quality, the only remaining option may be to invest in additional equipment—significantly increasing both development time and cost.
This is why a multi-functional coating head is often the preferred solution for pilot-scale development, just for keeping your options open.
The goal is not simply to make one machine perform multiple tasks.
Instead, it allows engineers to evaluate different coating methods under identical processing conditions, minimizing variables while preserving flexibility throughout product development.
Rather than adapting the formulation to the equipment, engineers can identify the coating technology that best matches the formulation.
Three Methods, Three Strengths
A versatile pilot coating system typically combines three coating technologies:
Slot Die Coating – Ideal for high-precision, thin-film applications requiring excellent thickness uniformity.
Comma Roll Coating – Well suited for high-viscosity materials and relatively thick coating layers.
Gravure Coating – Best for ultra-thin coatings with precise control over coating weight.
Because each technology covers a different processing window, combining all three greatly expands the development capability of a single pilot line.
More Than Equipment Flexibility
A multi-functional coating system provides several important advantages.
First, engineers can quickly compare different coating methods while maintaining the same processing conditions, making it easier to evaluate product performance and optimize process design.
Second, the equipment can support a broader range of applications, allowing manufacturers to develop additional products that share similar coating technologies.
Finally, production teams can compare manufacturing costs, coating performance, and process efficiency across different coating methods before investing in a commercial production line.
The data collected during this stage becomes far more than experimental results.
It becomes process know-how.
And process know-how is one of the strongest forms of a company's technology moat.

A pilot-scale coating line equipped with multiple coating methods provides greater flexibility for both product development and future production planning.
Read More: Slot Die Coating: How It Works, Key Advantages & Industry Applications
Apple built its technology moat through years of investment in research, engineering, and ecosystem development.
Most companies may not have Apple's resources, but every company can strengthen its competitive advantage by choosing the right equipment at each stage of product development.
From lab validation to pilot validation, every experiment, every process adjustment, and every piece of production data contributes to a growing body of knowledge.
Over time, that knowledge becomes experience.
Experience becomes know-how.
And know-how becomes the technology moat that competitors cannot easily replicate.