ラボから量産へ 技術的優位性を築くために
2026.06.302004年、ある世界的なテクノロジー企業が極秘の研究開発プロジェクトを立ち上げました。約2年半の開発期間と1億5,000万米ドルもの投資を経て、2007年、そのCEOは次の有名な言葉で新製品を発表しました。
「時代を変える革新的な製品は、ある時ふと現れるものだ。」その製品こそが iPhone です。
興味深いことに、Appleはタッチスクリーン式スマートフォンを最初に発売した企業ではありませんでした。それにもかかわらず、モバイル業界の常識を大きく変え、市場でのリーダーシップを確立できた理由は、ハードウェア(iPhone)、ソフトウェア(App Store)、そして各種サービスを一つのエコシステムとして統合したことにあります。
この包括的な統合により、競合他社が容易には模倣できない強固な**技術的優位性(Technology Moat)**が築かれ、市場での確固たる地位を確立しました。
 Appleはハードウェア、ソフトウェア、サービスを統合したエコシステムを構築することで、強固な技術的優位性を確立し、市場でのリーダーシップを強化しました。
Appleはハードウェア、ソフトウェア、サービスを統合したエコシステムを構築することで、強固な技術的優位性を確立し、市場でのリーダーシップを強化しました。
この考え方は、あらゆる業界にも共通しています。
研究開発(R&D)は、企業が技術的優位性を築くための基盤であり、イノベーションの出発点でもあります。研究開発部門は、設計、製造、マーケティングなどの各部門と連携しながら、新しいアイデアを市場で価値のある製品へと具現化していきます。
しかし、イノベーションの実現には、多くの時間と資金の投入が欠かせません。さらに重要なのは、どんな優れたアイデアであっても、製品化に至るまでには繰り返しの試験と検証が必要であるということです。
製品開発は、理論やシミュレーションだけで完結するものではありません。実際の生産環境を想定した条件で検証を行う必要があり、そのため**ラボ設備(Lab-scale Equipment)やパイロット設備(Pilot-scale Equipment)**は、開発プロセスにおいて欠かせない存在となっています。
また、製品開発の各段階では目的が異なるため、それぞれに適した設備を用いて性能評価やプロセスの最適化、さらには開発リスクの低減を行う必要があります。こうした一連の検証プロセスの積み重ねこそが、企業の長期的な技術的優位性を支える基盤となるのです。
技術的優位性を築く3つのステージ:What → How → Yield
製品開発は、一般的に以下の3つのステージを経て進められます。
|
ステージ |
中心となる課題 |
主な目的 |
|
What |
この材料・配合で目的の性能を実現できるか? |
実現可能性を評価し、有望な開発方向を見極める。 |
|
How |
安定した製造を実現するにはどうすればよいか? |
プロセス条件を最適化し、量産を想定した製造条件を検証する。 |
|
Yield |
安定した品質と歩留まりを維持するにはどうすればよいか? |
安定生産と高い歩留まりを支えるノウハウ・データベースを構築する。 |
それぞれのステージは、企業の競争力向上において異なる役割を担っています。
Stage 1:What
この材料や配合は、求める性能を実現できるか?
この段階では、材料の適合性、配合の実現可能性、そして利用可能な加工方法を評価します。目的は量産条件を最適化することではなく、新しい可能性を探索し、有望な開発テーマを選定することです。
Stage 2:How
製品を安定して製造するにはどうすればよいか?
配合の実現可能性が確認された後は、開発の重点が製造プロセスへと移ります。温度、圧力、塗工方式、押出条件などの各種パラメータが製品性能に与える影響を評価しながら、最適な製造条件を確立していきます。
Stage 3:Yield
長期的に安定した生産を維持するにはどうすればよいか?
最終段階では、実験や評価で得られたデータを標準化された製造プロセスへと落とし込みます。これにより、安定した品質と高い歩留まりを維持できる生産体制を構築し、継続的な量産につなげます。
重要なプロセスパラメータ、設備仕様、運転条件などを体系的に記録・蓄積することで、安定した生産と一貫した製品品質を支える社内の技術データベースが構築されます。
単にデータを蓄積するだけではありません。実験や製造現場で得られた経験をノウハウへと転換し、それを企業の技術資産として蓄積していくことが重要です。このようなノウハウこそが、競合他社には容易に模倣できない企業の強みとなります。
企業ごとに研究開発の進捗や目的が異なるため、「ラボ設備(Lab-scale Equipment)」に明確な定義はありません。
重要なのは設備の大きさではなく、それぞれの開発段階で達成すべき目的に応じて適切な設備を選定することです。
例えば、押出成形分野では、ラボ設備は新しいポリマー配合や材料の組み合わせを評価するために使用されることが多くあります。
そのため、ラボ試験用の押出ダイは、量産用ダイとは設計思想そのものが大きく異なります。
小さなラボ用ダイ、大きな設計課題
量産用押出ダイは、一般的に材料や配合がほぼ確定していることを前提として設計されます。ポリマーの物性が明確であれば、その特性に合わせて流路を最適化することができます。
しかし、ラボ用押出ダイでは、まったく異なる課題に直面します。
例えば、1台のダイでPP、PET、PC、TPUなど、さまざまな材料を処理できることが求められるケースも少なくありません。
これらの樹脂は、メルトインデックス(MI)、粘度、加工温度、さらにはレオロジー特性まで大きく異なります。
たとえ同じPPであっても、メルトインデックスはMI 1からMI 40まで大きく変化し、それに伴い樹脂の流動挙動も大きく変わります。
このような多様な材料条件において、樹脂を均一に分配できる流路を設計することは、ダイ設計者にとって非常に高度な技術課題となります。
もう一つの課題は、ダイのサイズです。
量産用押出ダイの幅は一般的に1,000~3,000 mm程度あり、マニホールドからダイリップへ至るまで十分な流路長が確保されているため、樹脂圧力を徐々に均一化することが可能です。
一方、ラボ用ダイの幅は通常100~500 mm程度しかありません。
流路長が大幅に短くなるため、圧力を均一化できるスペースは極めて限られます。
さらに、処理する樹脂の種類によって流動解析の結果は大きく変化し、それぞれに適したマニホールド設計が求められます。
そのため、この段階では流動解析ソフトだけに頼ることはできません。
解析結果と設計者の経験・ノウハウを組み合わせながら、流路各部の形状を最適化していくことが重要になります。
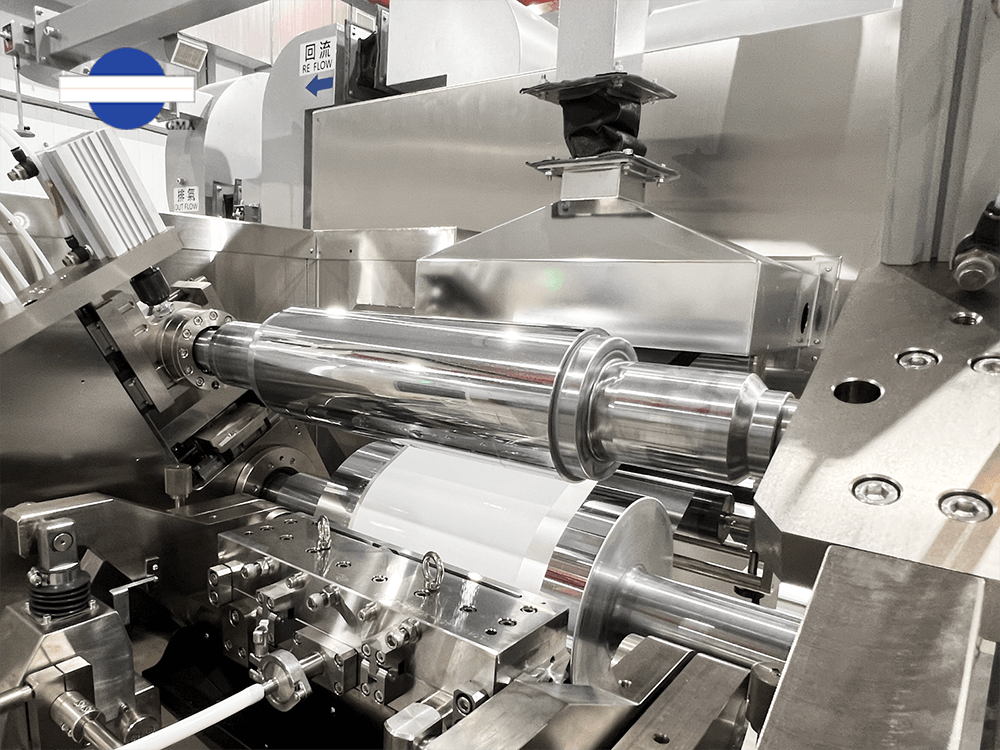
皮肉なことに、小型ダイは量産用ダイより加工が容易というわけではありません。
むしろ要求される加工公差はさらに厳しく、高精度な加工技術が不可欠となるため、製造難易度は一層高くなります。

小型のラボ用押出ダイ(左)であっても、その設計・製造の難易度は量産用押出ダイ(右)に劣りません。
真の競争力は「経験」から生まれる
ラボ用押出ダイの設計は、単にダイを小型化すればよいというものではありません。
さまざまな材料に対応するためには、ポリマーのレオロジー特性と流路形状との関係を深く理解していることが不可欠です。
こうした技術力は、設備を導入するだけで身につくものではありません。
多様な顧客、材料、そして加工条件に対応してきた長年の経験を積み重ねることで、初めて培われるものです。
そのため、押出ダイを製造するメーカーは数多く存在する一方で、高性能なラボ用押出ダイを設計・製造できるメーカーは限られています。
実際には、適切な協力メーカーが見つからないため、自社でラボ用ダイの設計・製作を行う装置メーカーも少なくありません。
これは、ラボ用押出ダイの開発には高度な設計技術と多くのエンジニアリング工数が必要である一方、市場規模が比較的小さいためです。
こうした理由から、多くのメーカーにとってラボ用押出ダイの開発は決して容易な分野ではありません。
ラボ設備にも高い技術力が求められる
同様の課題は、ラボ設備にも当てはまります。
量産設備は、対象となる製品や製造プロセスが明確であるため、それに合わせた設計を行うことが比較的容易です。
一方、ラボ設備は、多種多様な材料や実験条件に柔軟に対応できる設計が求められます。
また、材料開発の初期段階にある大学や研究機関では、必ずしもパイロット設備一式を導入する必要はありません。
多くの場合、まずは押出機、スクリュ、およびラボ用押出ダイのみを用いて材料の実現可能性を検証し、その後、研究開発の進展に合わせて本格的なパイロット設備へ移行します。
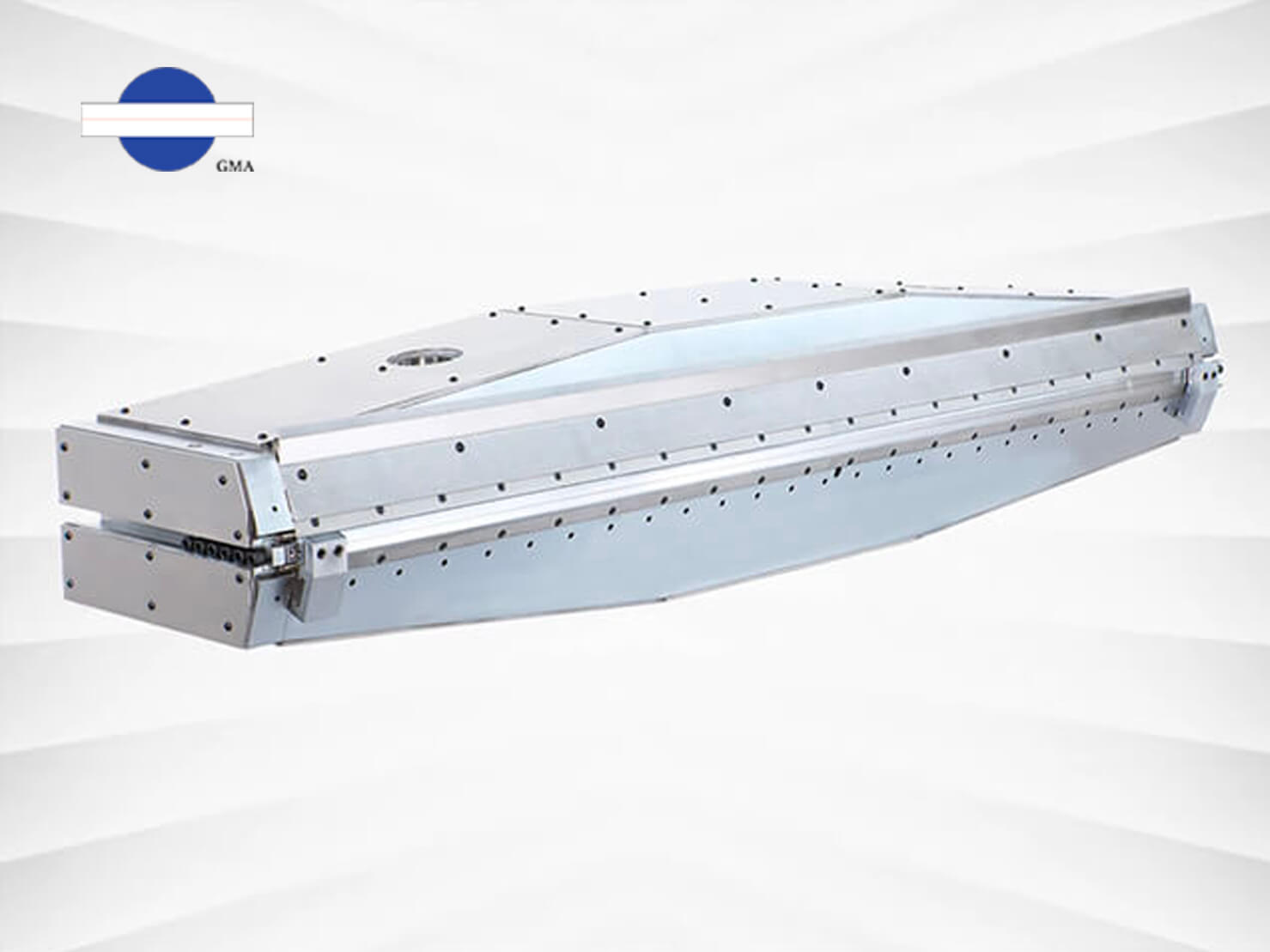
〈ここにラボ設備の写真を挿入〉
図3. ラボ用押出設備およびラボ用押出ダイは高度な技術が求められるため、専門的に対応できるメーカーは限られています。

高度な技術が求められるため、専門的に対応できるメーカーは限られています
パイロット段階
材料や配合の実現可能性が確認された後、次のステップはパイロット検証です。
実現可能性の評価を目的とするラボ設備とは異なり、パイロット設備は量産環境を再現することを目的として設計されています。主な役割は、製造プロセスデータの収集、プロセス条件の最適化、評価用サンプルの作製、さらに小ロット生産への対応です。
この段階では、基本となる配合はほぼ確定していますが、製品性能をさらに向上させるために、配合比率やプロセス条件を微調整する場合もあります。
ラボ段階との最大の違いは、パイロット設備によって、顧客評価、製品評価、市場検証に使用できる代表的なサンプルを製作できる点にあります。
各種試験・評価が完了すると、そこで得られたプロセスデータは量産時の重要な基準となり、安定した運転条件の確立と、一貫した製品品質の維持に役立ちます。
このため、パイロット設備は、量産設備に近い仕様で設計されることが一般的です。
量産化へのリスクを低減する
多くの企業がパイロット設備への投資を積極的に行う理由は、量産化に伴うリスクを大幅に低減できるからです。
特に、以下のような高付加価値製品の開発では、その重要性がさらに高まります。
光学フィルム,機能性フィルム.コーティング材料.バッテリー材料,電子材料 など
パイロット設備はプロセス開発だけでなく、小ロット生産にも活用できます。そのため、本格的な量産ラインへ投資する前に、市場へ試作品を投入し、市場の反応や顧客からのフィードバックを得ることが可能です。
このアプローチにより、設備投資のリスクを抑えながら、市場ニーズを確認し、将来の量産計画をより確実に進めることができます。
市場の需要が期待どおりに拡大すれば、企業は安心して量産ラインの導入を進めることができます。
Fコーティング製品の開発では、押出成形以上に多くのプロセス条件を考慮する必要があります。
例えば、コーティング液の配合,塗工方式,基材特性,塗工速度,乾燥条件
など、あらゆる要素が製品品質に影響を及ぼします。
これらの条件のうち、一つでも変化すると、最終製品の品質は大きく変わる可能性があります。
そのため近年では、パイロット塗工設備へのニーズが年々高まっています。
自社でパイロット設備を導入する前に、試験設備や評価環境を備えた設備メーカーと共同で実験・評価を行う企業も少なくありません。
しかし、設備だけでは十分とは言えません。
経験豊富なプロセスエンジニアが開発段階から参画することで、開発期間を短縮し、より効率的に最適なプロセス条件を見つけ出すことができます。
一方で、このようなプロセス技術までサポートできる設備メーカーは決して多くありません。

研究開発段階では、経験豊富なプロセスエンジニアが試験やプロセス最適化を支援することで、開発期間の短縮につながります。
関連記事:研究開発部門とエンジニアの救世主 - フラットコーティングマシン
パイロット設備の重要性
パイロット設備を選定する際には、量産ラインを計画する場合と同じ視点で検討することが重要です。
材料の実現可能性を評価することを主な目的とするラボ設備とは異なり、パイロット設備では、量産へ直接展開できるプロセスデータを取得できなければなりません。
例えば、幅300 mmのラボ用押出ダイでは、幅1,500 mmの量産用押出ダイにおける樹脂の流動状態を正確に再現することはできません。
これは、マニホールド構造や圧力分布の設計思想が根本的に異なるためです。
同じことは塗工プロセスにも当てはまります。
多くの卓上型塗工実験機は、塗料配合や基材との適合性を評価するには適していますが、連続量産時のプロセス条件を忠実に再現することはできません。

卓上型塗工実験機は、配合や基材との適合性評価には適していますが、量産時の塗工条件を完全に再現することはできません。
なぜ3種類の塗工方式が必要なのか
パイロット塗工設備の重要な役割は、評価用サンプルを作製するとともに、将来の量産に必要となるプロセス条件を確立することです。
そのため、パイロット設備には量産設備と同等の柔軟性が求められます。
スロットダイ塗工は、高い塗工精度と優れた膜厚均一性を実現できるため、「スロットダイだけで十分ではないか」と考えられることがあります。
しかし、製品開発の現場では別の課題があります。
研究開発の初期段階では、どの塗工方式が、その塗料配合や基材に最も適しているのか誰にも分かりません。
もしパイロット設備が一つの塗工方式しか備えていなければ、設備に合わせるためだけに塗料配合を何度も変更しなければならない場合があります。
それでも目的とする塗工品質が得られなければ、新たな設備を追加導入せざるを得ず、開発期間とコストは大幅に増加してしまいます。
このような理由から、パイロット設備には多機能塗工ヘッドを採用することが推奨されます。
その目的は、一台の設備で多くの機能を実現することではありません。
同一のプロセス条件下で複数の塗工方式を比較・評価することで、実験条件による影響を最小限に抑えながら、製品開発の自由度を高めることにあります。
つまり、設備に配合を合わせるのではなく、配合に最適な塗工方式を選択できることが、多機能塗工ヘッドの最大の価値なのです。
3つの塗工方式、それぞれの特長
多機能パイロット塗工設備には、一般的に以下の3種類の塗工方式が搭載されています。
スロットダイ塗工(Slot Die Coating)
高い塗工精度と優れた膜厚均一性が求められる薄膜塗工に適しています。
コンマロール塗工(Comma Roll Coating)
高粘度材料や比較的厚膜の塗工に適しています。
グラビア塗工(Gravure Coating)
塗工量を高精度に制御できるため、極薄膜塗工に適しています。
それぞれの塗工方式には得意とする加工領域があります。
そのため、3種類の塗工方式を一台の設備に組み合わせることで、対応可能なプロセス範囲が大きく広がり、研究開発の柔軟性も大幅に向上します。
設備の柔軟性、その先にある価値
多機能塗工設備がもたらすメリットは、単に設備の柔軟性だけではありません。
第一に、同一のプロセス条件下で複数の塗工方式を迅速に比較できるため、製品性能の評価やプロセス設計の最適化を効率的に行うことができます。
第二に、一台の設備で幅広い塗工プロセスに対応できるため、将来的に類似した塗工技術を用いる新製品の開発にも柔軟に対応できます。
第三に、本格的な量産設備へ投資する前に、製造コスト、塗工品質、プロセス効率などを総合的に比較・評価し、最適な製造方法を選定することが可能です。
この段階で蓄積されるデータは、単なる実験結果ではありません。
それは企業独自のプロセスノウハウとなります。
そして、そのプロセスノウハウこそが、競合他社には容易に模倣できない技術的優位性を生み出す重要な資産となるのです。

複数の塗工方式を備えたパイロット塗工設備は、製品開発から将来の量産計画まで、高い柔軟性を提供します。
関連記事:スロットダイコーティング:その仕組み・主な利点・産業用途
Appleは、長年にわたる研究開発、エンジニアリング、そしてエコシステムの構築を通じて、競合他社には容易に模倣できない技術的優位性を築き上げました。
もちろん、すべての企業がAppleのような豊富な人材や資金を持っているわけではありません。
しかし、製品開発の各段階で最適な設備を選択し、研究開発を着実に積み重ねることで、どの企業でも独自の競争力を育てることができます。
ラボでの検証からパイロット検証まで、一つひとつの実験、プロセス条件の改善、そして蓄積された生産データは、すべて企業にとって貴重な技術資産となります。
やがて、その技術資産は経験へと変わります。
経験はノウハウとなります。そして、そのノウハウこそが、競合他社には容易に模倣できない技術的優位性を築く原動力となるのです。