エクストルージョンダイにおけるリップオープン調整の3つの重要技術
2024.01.31トラブルシューティング
エクストルージョンダイの設計は主に3つの主要な部分に分かれています:給料口、チャネル、およびリップオープンの設計。リップオープンのデザインには対応するリップオープン調整装置が含まれます。エクストルージョンダイのオペレーターにとって、リップオープンの調整は最も頻繁に使用される装置の一つです。異なるタイプのリップデザインは何であり、どのように選択して使用すべきか?リップギャップ調整の秘密を早速明らかにしましょう。
リップギャップとは?
リップギャップは、2つのダイボディが結合したときの排出位置の間隔を指します。リップのギャップは主に製品の厚さに依存します。不適切なリップギャップは、ダイチャンバー内の圧力分布に影響を与えます。したがって、リップギャップの設計では通常、シミュレーションフローソフトウェアを補助として使用します。リップギャップ構成の調整方法は、厚さの調整範囲に基づいて異なります。一般的なリップギャップ調整方法には、調整ねじ(手動および自動)、迅速なギャップ調整、および交換可能なリップが含まれます。

リップギャップとは、2つのダイボディが結合したときの排出位置の間隔を指します
秘訣その1:調整ねじ
リップギャップを調整する最も一般的な方法は、「調整ねじ」を使用することです。金型鋼の弾性を活かし、ねじを介した便利な力の適用により、リップギャップを変更することができます。一般的な形式には、「押しのみ」および「押し引き」(差動ねじとも呼ばれる)の2つがあります。
押しのみは、その名の通り、ねじを下向きに回すこと(圧縮)により、リップギャップを狭くします。ねじを元の位置に戻すことで、金型鋼の固有の弾性がリップギャップを元に戻します。一方で、押し引きねじは、ねじを下向きに回すことでリップギャップを狭くできますが、このねじの特徴は、限られた範囲内でねじを上向きに引っ張ることで金型鋼の弾性を伸ばし、リップギャップを拡大させる点にあります。使用者の経験に基づくと、薄い製品厚のフィルムは通常調整範囲が小さく、押しのみのねじが一般的です。板(厚さ0.5mm以上)では、押し引きねじが調整が容易なため、よく選択されます。

左:押しのみのリップ調整ねじ、右:押し引きのリップ調整ねじ
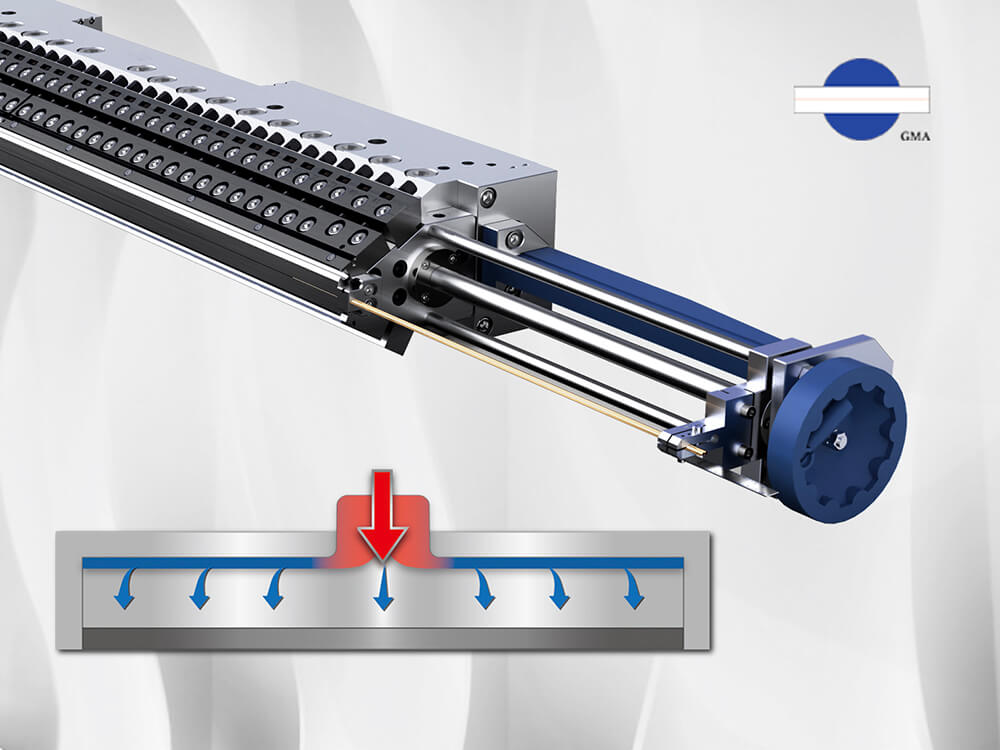
手動調整に加えて、リップねじの調整には自動調整モードも含まれます。自動ボルトの調整原理は手動調整ねじと同じです。唯一の違いは、生産ラインが稼働している際、手動調整ねじはオペレーターがツールを使用してねじに力を加えて調整する必要があるのに対し、自動ボルトは信号を介して受け取る機械的な調整に依存している点です。
自動制御ボルトを備えたエクストルージョンダイは、主にフィルム製品の生産ラインで最も一般的に使用されます。オペレーターは最初に手動調整ねじの方法を手動モードで使用して、リップギャップを生産に適した位置に調整します。生産中に自動モードに切り替え、自動ボルトは厚さ計からのフィードバック信号に基づいて微調整が必要かどうかを判断して制御されます。自動ボルトの内部構造には電気加熱要素が含まれ、ボルトの動作を可能にする安定した温度を確保します。市場では、自動ボルトを作動させるために空気圧またはモーター駆動の方法も使用されています。

左:自動制御ボルトを備えたエクストルージョンダイ。
右:自動ボルトの内部構造には電気加熱要素が含まれ、ボルトの動作を可能にする安定した温度を確保します。
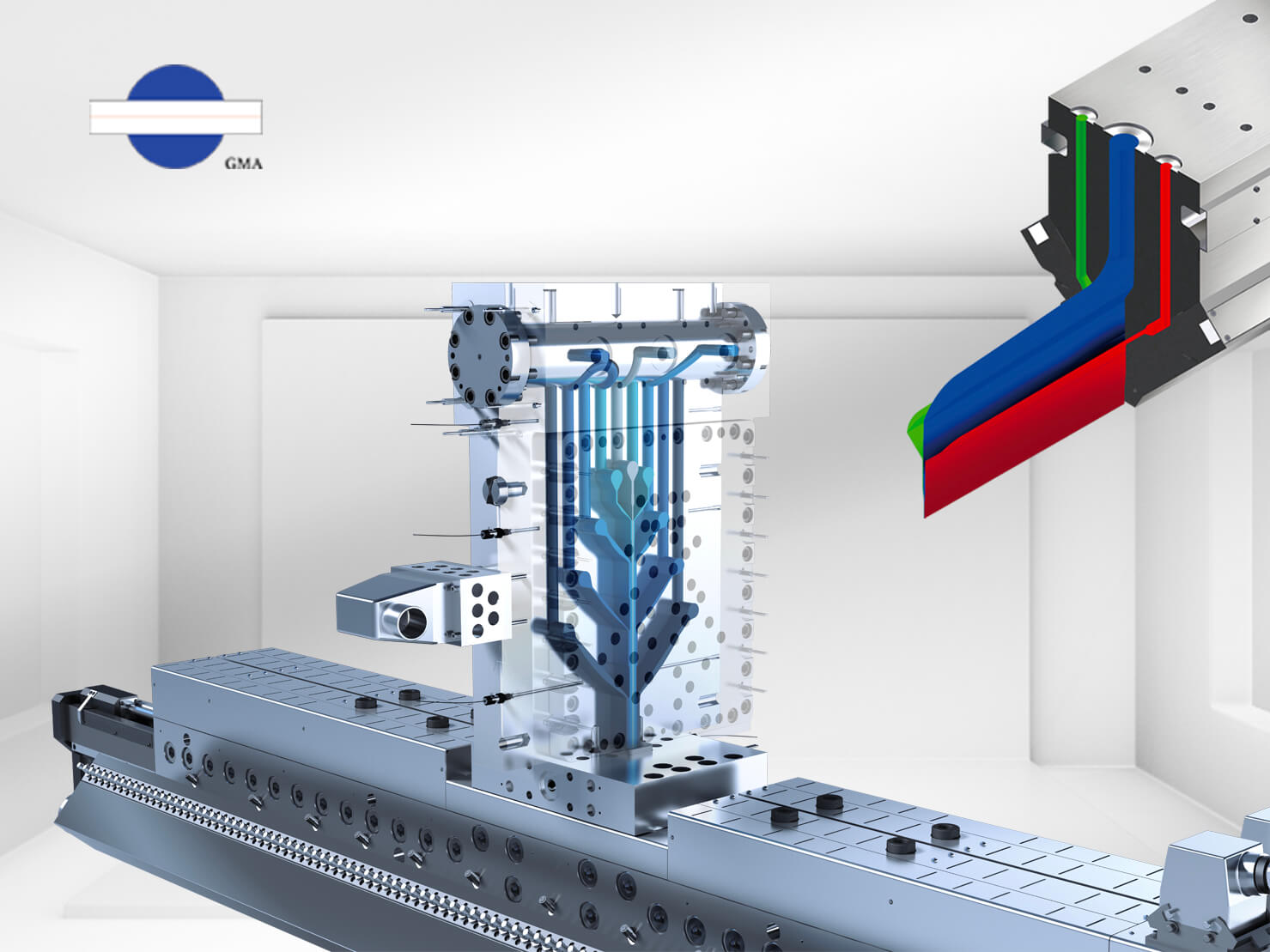
積層ダイにおける調整ねじの構成は、他のタイプのダイとは著しく異なります。積層紙および薄膜基材のラミネートに頻繁に使用される一種のカーテンラミネートダイは、ダイ本体とリップが分離された4つの部品からなる構造を備えています。これは、本体とリップが一体化した構造であるダイの大半とは対照的です。リップを本体から分離させることが特徴的な特徴です。この分離のため、特にカーテンラミネートダイのリップギャップが固定されている場合に、リップギャップを大幅に調整する必要がある場合、リップの両側で均等な力をかけることで、リップギャップの調整を均一にすることが確実になります。

積層ダイの調整ねじの構成は、他の種類のダイと著しく異なります
秘訣2:迅速なリップギャップ調整
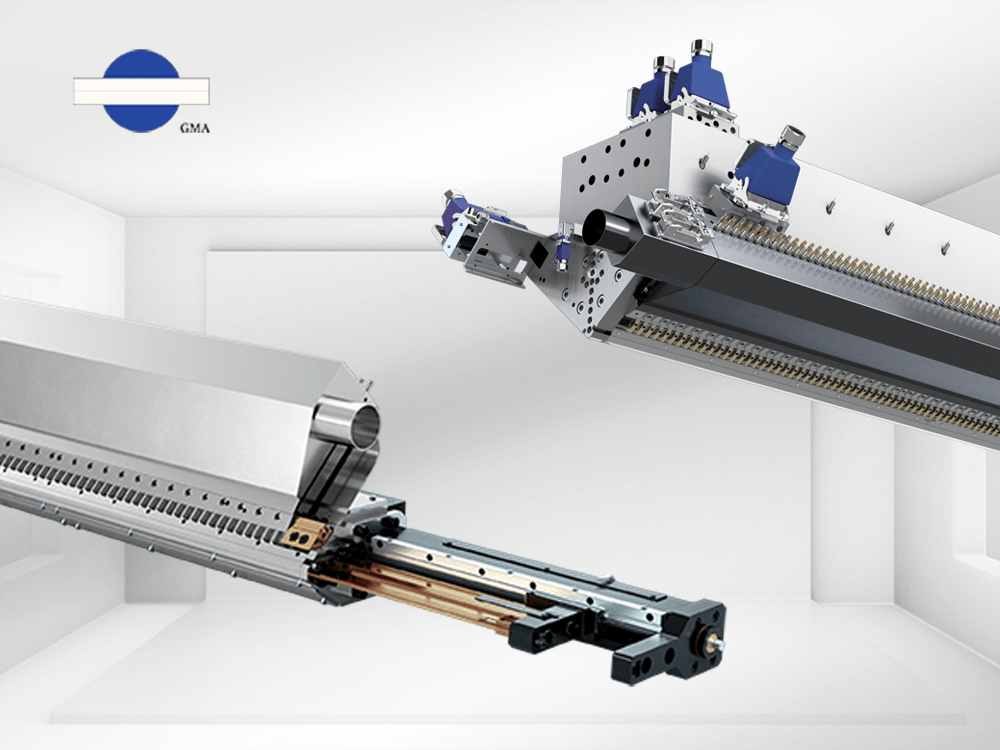
通常、ねじを使用したリップギャップ調整の範囲は一般的に1mm以内です。しかし、より大きな調整範囲が必要な製品に対しては、迅速なリップギャップ調整システムが最適な選択肢となります。連結デザインを通じて、リップギャップを個別に各ねじを調整する必要なく迅速に拡大することができます。このシステムを使用すると、側面のスリーブを回転させるだけで、リンケージを駆動して所望の調整が可能です。迅速なリップギャップ調整は、通常、厚さの調整範囲が+/-2mm以内に収めることができます。

側面のスリーブを回転させて、リンケージを駆動し、望ましい調整を実現します。
秘訣3:交換可能なリップ
発泡製品および厚板(製品厚さが3mm以上)でより大きな厚さの調整が必要な場合、「交換可能なリップ」が使用されることがあります。このデザインでは、リップの一側がダイ本体と一体化していません。異なる厚さに対処する際、リップを交換してリップギャップを増やすことができます。通常、エクストルージョンダイの1組には、2〜3組の交換可能なリップが装備されていることがあります。交換可能なリップの調整範囲は最大で5mmに達することがあります。ただし、交換可能なリップと本体の接続部には、熱膨張および収縮の影響により時間の経過とともにわずかな隙間が生じる可能性があります。これは特定のプラスチック(例:PC/PET)に影響を与える可能性があるため、そのようなケースでの使用は推奨されません。

交換可能なリップは、発泡製品や厚板に適用されます。
追加のヒント:リップヒーターと制限バー
プラスチックの特性や製品の要件に対応して、リップにヒーターがしばしば取り付けられ、プラスチックが入口から出口までの冷却時間を延ばします。ダイ自体を加熱するために使用されるダイ本体内のヒーターとは異なり、リップヒーターは主にリップの温度を維持し、リップを通過した後のプラスチックのより安定した成形プロセスを確保するために使用されます。
リップギャップを調整する際の優れた補助機器として、制限バーがあります。大量生産やリサイクル材の割合が高い材料、特殊な配合を含む場合、制限バーがダイ本体に取り付けられます。オペレーターがネジの調整を使用して製品の厚さを制御しても、まだ受け入れ可能で安定した生産状態に達しない場合、制限バーを使用してダイチャンネル内の流れを調整し、プラスチックの流速を変更して均一な排出状態を達成することができます。

制限バーは、ダイチャンネル内の流れを調整し、プラスチックの流速を変更して均一な排出状態を達成するために利用できます。
現代のエクストルージョンダイの設計と製造の進歩により、リップギャップの調整はより直感的でユーザーフレンドリーになりました。シミュレーションフローソフトウェアとプロセスの最適化のサポートにより、オペレーターは調整プロセスをより精密に制御でき、不適切な調整によるリップの損傷や変形のリスクを軽減できます。これはまた、ダイの納品段階でリップギャップの初期の調整がより洗練されたものになり、ユーザーにとってより便利で安全な操作環境を提供しています。結果として、これらの技術の適用は生産効率を向上させるだけでなく、より高品質な製品を提供しています。