機能から精密さと耐久性へ ― 押出金型における CNC × 電鍍 × 研磨
2025.10.03金型ライフサイクル
押出金型(フラットダイとも呼ばれる)は、設計から完成までに数十もの工程を必要とします。押出金型の設計が難しいことはよく知られていますが、2枚以上の鋼板や関連部品を組み合わせて作られる金型の加工が、どれほど複雑で困難であるかを理解している人は多くありません。この誤解は無理もなく、多くの人は金型の外観しか目にせず、その内部構造を見る機会はほとんどないからです。たとえ内部の曲線状や直線状の流路を目にしたとしても、それを加工する際の本当の難しさを理解することは難しいのです。
実際のところ、金型加工は完璧な設計図を現実のものにするための重要な工程です。それは押出金型の性能や、その金型を通して成形される製品の品質に直接影響します。どの加工工程であっても、適切に行われなければ金型そのものに様々な問題を引き起こす可能性があります。
関連記事:完璧な押出し金型の作成: 設計から品質管理までの全過程
一刀一刀が重要 ― 押出金型のCNC加工
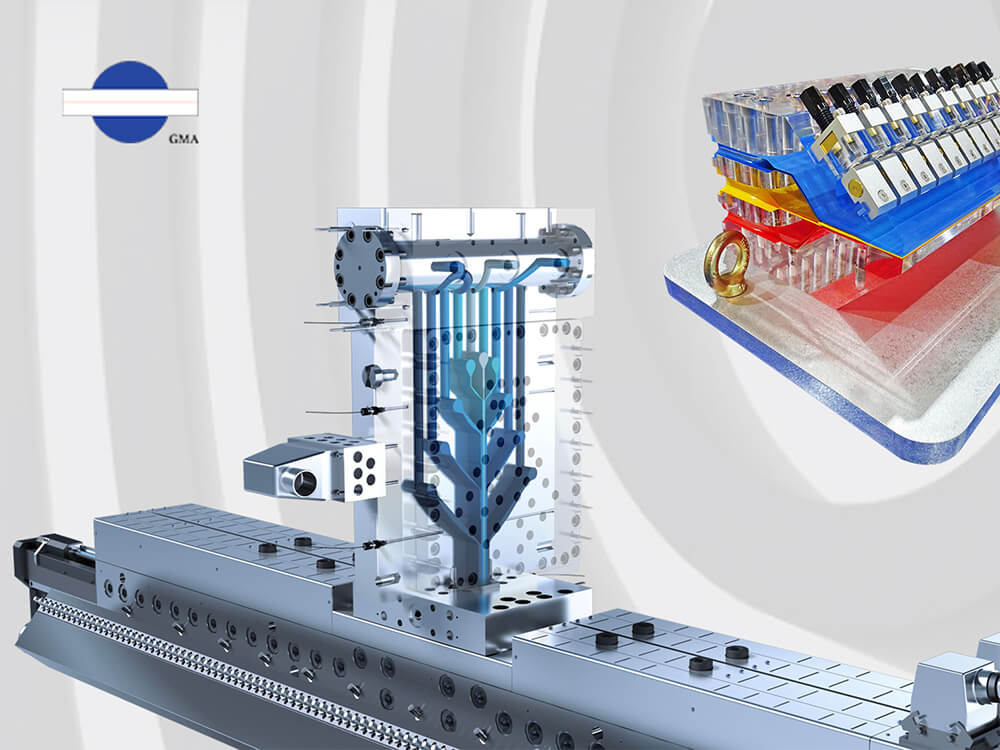
押出金型にとって、CNC加工は家の基礎のようなものです。内部の流路、ダイリップ、そして大小さまざまな孔はすべてCNC加工によって仕上げられます。押出金型は平板の鋼材に異なる曲率や深さの流路を加工する必要があるため、1つのワークに平面と曲面の構造が共存することになります。どの種類のCNC設備を選択するかという判断そのものが、すでに専門的な技術なのです。
 押出金型には平面構造と曲面構造の両方が含まれており、適切なCNC設備を選定すること自体がすでに専門分野と言えます。
押出金型には平面構造と曲面構造の両方が含まれており、適切なCNC設備を選定すること自体がすでに専門分野と言えます。
関連記事:押出成形金型の品質向上の鍵:高度な精密加工技術とチーム協力
一般的な三軸CNC工作機械では、押出金型に求められる精密な幾何学的流路を加工するには不十分です。四軸や五軸のCNC工作機械では、工具がより多くの角度からワークにアプローチできるため、複雑な曲面加工に適しています。軸数の多い機械はワークの反転回数を減らすことができ、効率を高めるだけでなく操作上の誤差も最小限に抑えることができます。光学用金型や高精度のスロットダイにおいては、高軸数のCNC加工が不可欠です。
 多軸CNC設備は高コストであり、高度なプログラミングや操作技術を必要としますが、精密金型加工には欠かせない存在です。
多軸CNC設備は高コストであり、高度なプログラミングや操作技術を必要としますが、精密金型加工には欠かせない存在です。
機能から精密さと耐久性へ ― 押出金型における電鍍
押出金型において、電鍍層の主な役割は表面硬度を高めて寿命を延ばすことにあり、さらにプラスチック添加剤に含まれる強酸や強アルカリによって鋼材表面が腐食されるのを防ぐ保護膜としての機能も果たします。
 鍍層は表面硬度を高めると同時に、防護機能も備えています。
鍍層は表面硬度を高めると同時に、防護機能も備えています。
電鍍の複雑さはワークそのものと密接に関係しています。平面ワークの場合、端部における鍍層厚さの問題を避けさえすれば、電鍍は最も簡単で基本的な工程と見なされます。これに対し、曲面の電鍍ははるかに難易度が高く、追加の治具や補助陽極、そして電鍍液のより厳密な管理が必要となります。
押出金型においては、ワーク自体が平面と曲面を兼ね備えているため、電鍍はさらに要求の厳しい工程となります。平面部分では鍍層厚さを均一に保つ必要があり、曲面部分では凹部と凸部の厚さの大きな差を防ぐことが極めて重要です。平面と曲面の接合部では、不均一な鍍金や電流集中を避けなければなりません。そのため、専用の治具、多段階の電鍍制御、さらには複数回の電鍍工程が必要になる場合もあり、平面と曲面の両方で均一な厚さと強固な密着性を確保するのです。
このような複合電鍍には、極めて精密な計算と操作が求められます。単純な平面や曲面ワークの電鍍であれば、基本的な「機能的」仕上がりを達成するには十分ですが、押出金型においては、真の耐久性と精密さこそが電鍍技術の極致を示すものとなります。
 平面と曲面が組み合わさったワークには、理想的な結果を得るために複合電鍍プロセスが必要となります。
平面と曲面が組み合わさったワークには、理想的な結果を得るために複合電鍍プロセスが必要となります。
関連記事:押出し金型のための電鍍技術:現代製造における二重の課題と解決策
精緻な研磨が真の輝きを生む ― 研磨と鏡面仕上げ
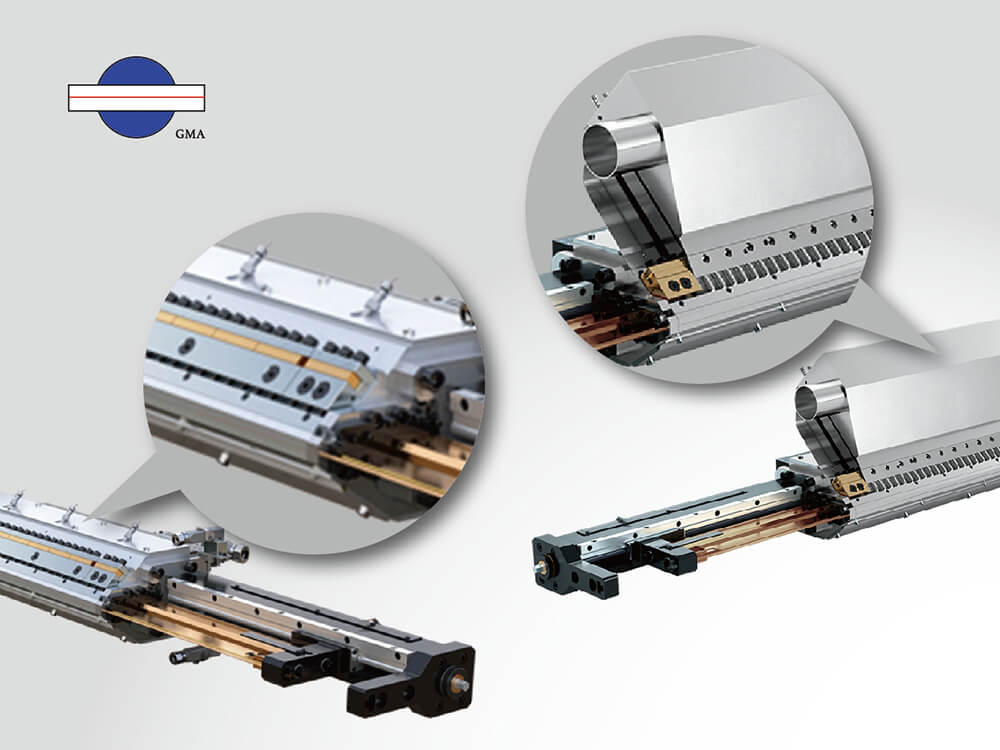
研磨と鏡面仕上げは、押出金型およびスロットダイの両方において重要な工程であり、特にダイリップ付近の成形部では欠かせません。一見すると何の変哲もない平面も、実際には幾重にも及ぶ研磨と仕上げの成果です。使用される金型鋼の種類によって研磨や鏡面仕上げの難易度は大きく左右されます。押出金型に一般的に用いられる鋼材と比べて、高硬度ステンレス鋼で製作されることの多いスロットダイは、研磨および鏡面仕上げ技術により高い要求を課します。
スロットダイは電鍍工程を経ないため、その精度や Ra 0.01 µm という厳しい表面粗さの要求は、完全に研磨と鏡面仕上げに依存しています。複数の研磨・鏡面仕上げ手法を組み合わせ、さらに微細な切り込み量を制御できる特殊な精密平面研磨機を用いることで、最高度の平坦性を実現することが可能となります。
 特殊な精密平面研磨機は、微細な切り込み量を制御することができ、スロットダイに求められる精度と最適な平坦性を実現します。
特殊な精密平面研磨機は、微細な切り込み量を制御することができ、スロットダイに求められる精度と最適な平坦性を実現します。
電鍍を必要とする押出金型においては、鍍金前後の研磨および鏡面仕上げが鍍層機能を高めるために不可欠です。押出金型は通常、溝や孔を備えた大面積の平面ワークであり、その幅は一般的に1000~3000mmに及びます。金型が広くなるほど均一な平坦性を維持することが難しくなり、わずかな偏差でも鍍層の光沢ムラを引き起こす可能性があります。
したがって、電鍍の前には表面が清浄で、不純物がなく、平坦であることを確保しなければなりません。そうでなければ、電鍍後に欠陥がさらに顕著になります。鍍金前の研磨および鏡面仕上げでは、鍍層の密着性も考慮する必要があり、過度な仕上げは避けなければなりません。電鍍後には複数段階の精密研磨および鏡面仕上げが必要であり、これにより表面粗さ Ra 0.01~0.03 µm を実現します。これにより、金型キャビティ内での流体の流れが滑らかになり、残留物や炭化物の蓄積を防ぎ、最終製品表面の透明性と光沢を高めることができます。
 研磨と鏡面仕上げは、押出金型の鍍金前後の工程において重要な役割を果たします。
研磨と鏡面仕上げは、押出金型の鍍金前後の工程において重要な役割を果たします。
関連記事:一点も荒れた表面粗さがありません
押出金型およびスロットダイの製造は、単なる「設計図の実行」ではなく、高度に洗練された精密工程の組み合わせです。設計は金型の魂であり、加工と製作は押出金型やスロットダイにさらなる生命力を吹き込みます。機能する金型を作ることは難しくありませんが、真に製品品質と生産効率を向上させる基盤となるのは、精密で安定した金型だけなのです。