押出模具模唇開口調整三大密技
2024.01.31問題診斷與解決
押出模具的設計主要分為三大部分:入料口、流道以及模唇開口設計,其中模唇開口的設計包含對應的模唇調整機構,這對於使用模具的人來說,模唇開口的調整是最經常性使用的機構之一,到底模唇開口有那些不同的類型?又該如何選擇與使用呢?就讓我們快速揭開模唇開口的密技。
甚麼是模唇開口?
所謂的模唇開口就是兩片模具本體結合後,在出料處的間距,就稱為「模唇開口」,模唇開口的間距大小主要取決於產品的厚度,不恰當的模唇開口間距會影響模腔內的壓力分佈,因此在模唇開口設計通常會藉由模流軟體來輔助,而不同的厚度調整範圍又會影響模唇開口配置的調整方式,一般常見的模唇開口調整方式有以下幾種:調整螺絲 (又分為手動與自動)、大幅調整機構以及替換式模唇。

兩片模具本體結合後,位於出料處的間距就稱為「模唇開口」。
密技一:調整螺絲
最常見的調整模唇開口方式當屬「調整螺絲」,藉由模具鋼材具有的彈性,加上方便施力的螺絲,讓開口間距產生變化,常見的有「只壓不拉」以及「可壓可拉」(又稱為差速螺絲)兩種形式。
只壓不拉就字義來說就是把螺絲向下轉動(下壓),使唇口間距變小,把螺絲賦歸到原位,鋼材本身的彈性就會唇口間距復原;可壓可拉螺絲同樣的可以透過螺絲向下轉動的壓力,讓唇口間距變小,但不同的是此類型螺絲,可以藉由將螺絲向上拉動的力量,在有限範圍拉伸鋼材的彈性,讓模唇開口間距可以擴大,依據使用者經驗,薄膜製品因為本身產品的厚度薄,調整範圍小,通常都使用只壓不拉螺絲,板材類(厚度0.5mm以上)多半使用可壓可拉會比只壓不拉容易調整。

左:只壓不拉模唇調整螺絲 ,右方:可壓可拉模唇調整螺絲
模唇螺絲的調整方式除了上述的手動式調整之外,還有自動調整型態,自動螺栓的調整原理與手動調整螺絲相同,但唯一不同之處在於當生產線運行時,手動調整螺絲是透過操作者使用工具對螺絲施力,達到調整目的,而自動螺栓則是透過訊號接受的機械式調整。
配置自動控制螺栓的模具最常被使用在薄膜類製品產線,操作人員先在手動模式透過手動調整螺栓方式,先將模唇開口調整到適合生產的開口,生產時切換到自動模式,透過回饋型測厚儀的訊號來控制自動螺栓是否需要進行細微的調整,自動螺栓內部含有電熱管,透過穩定的溫度,讓螺栓可以作動,市場上還有透過氣動方式或馬達方式來驅動自動螺栓。
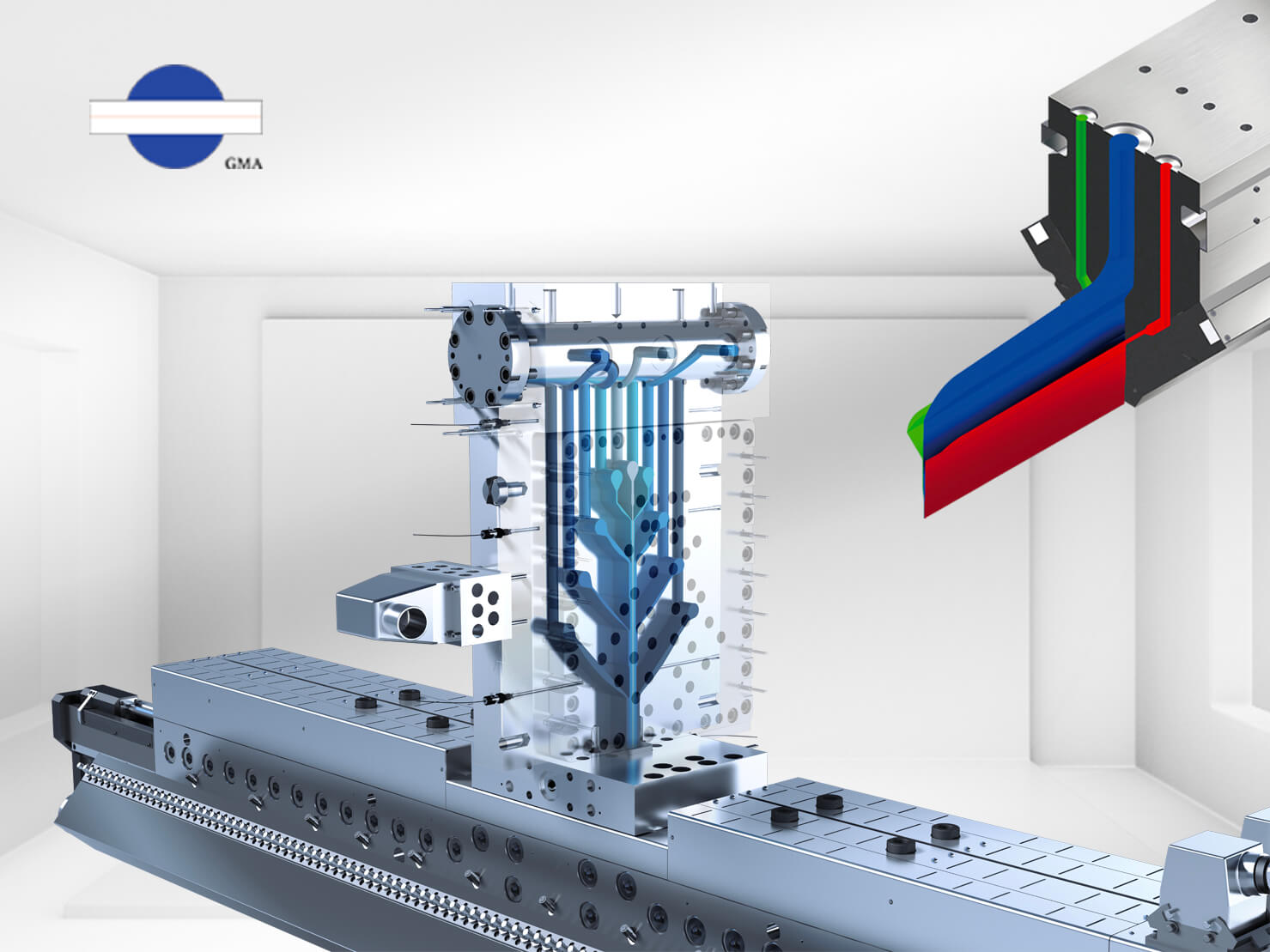
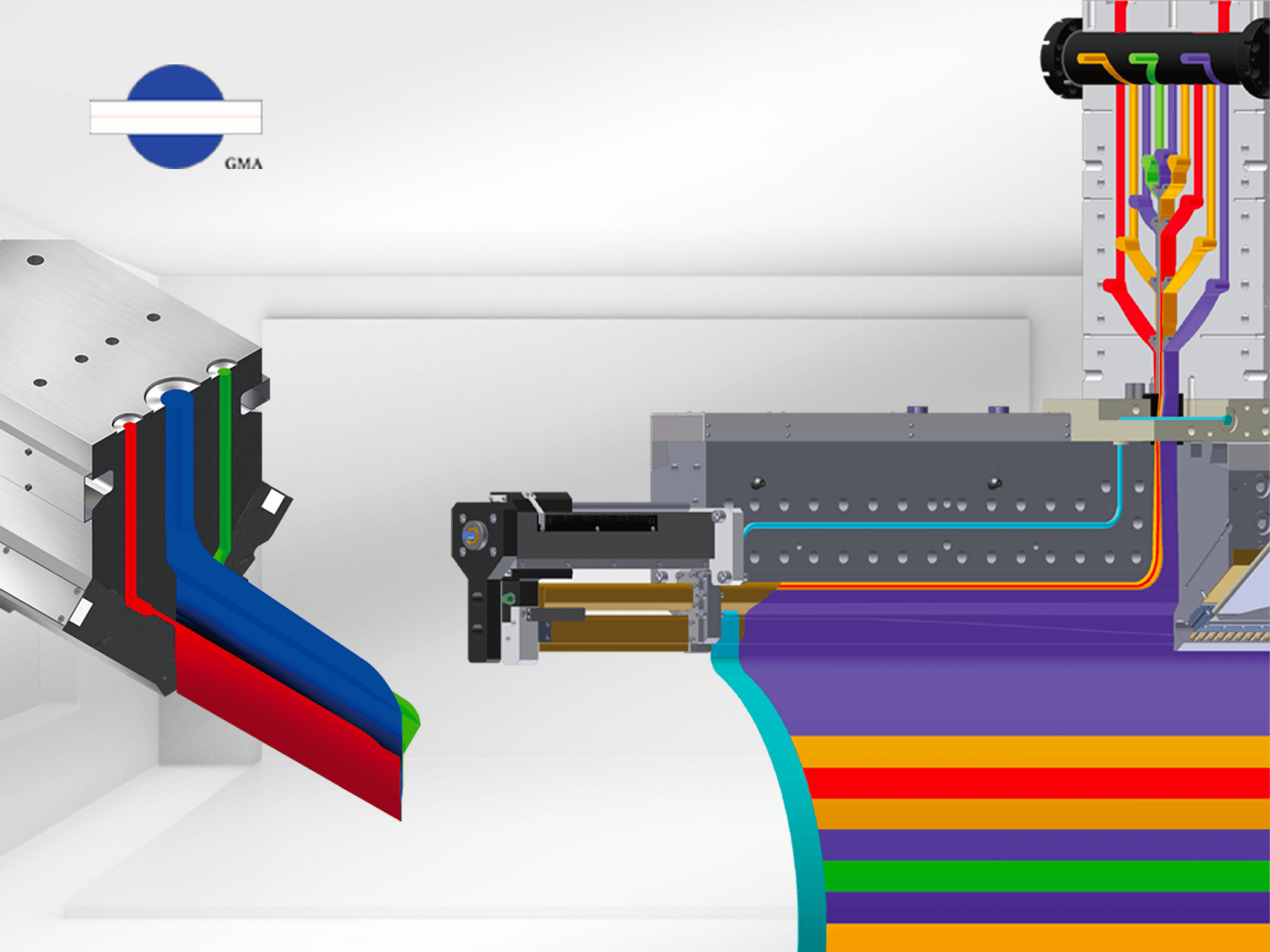
 左:配置自動控制螺栓的押出模具
右:自動螺栓內部含電熱管驅動螺栓
左:配置自動控制螺栓的押出模具
右:自動螺栓內部含電熱管驅動螺栓
淋膜模具在調整螺絲的配置上與其他類型模具有顯著不同,有一種淋膜模具(多半應用在淋紙與薄膜類底材)是模具本體與模唇分開的四片式結構,與多數模具本體與模唇是一體成型結構大不相同,就因為模唇與本體分開,所以當需要把模唇開口變化較大範圍較大調整(通常淋膜模具的開口間隙是固定的),就需要透過兩側模唇上的螺絲平均施力,可以確保模唇開口的均勻度。

本體與模唇結構分開的淋膜模具,兩側都配置調整螺絲因應模唇開口調整
密技二:大幅調整機構
一般常見的螺絲調整模唇開口的範圍約莫在1mm內,但如果是需要調整範圍較大的製品,大幅調整機構會是最好的選擇。透過連桿式設計,可以快速地擴大模唇開口間距,不需要像上述的調整螺絲需要每一根都進行調整,才能讓開口擴大,使用時只需要轉動側邊的套筒,就能帶動連桿,達成調整間距的目的,一般大幅調整可適用調整厚度範圍在+/-2mm。

大幅調整系統透過轉動側邊套筒帶動內部連桿結構,可以快速調整模唇開口。
密技三:替換式模唇。
針對發泡類製品以及厚板 (製品厚度3mm以上),厚度調整幅度需求更大的,可以採用「替換式模唇」,也就是其中一側的模唇與模具本體非一體成形,製作厚度不同時,就可以採用更換下模唇的方式,讓模唇間距變大,通常一組模距可能配置兩到三組的替換模唇,替換模唇可以調整範圍可達5mm,不過因為替換式模唇與本體之間透過銜接組合,在長期熱漲冷縮效應下,銜接處會有極小的縫隙,對於某些塑料來說,可能造成影響(如PC/PET),就不建議採用此種方式。

替換式模唇適合用於發泡或調整範圍大的厚板製品。
不可不知的小密技:模唇電熱以及調節閥。
因應塑料特性以及製品需求,為了延長塑料從入口到出料口段降溫的時間,因此會在模唇口加裝電熱管,和模具本體內的電熱管是用來加熱模具本體的目的不同,模唇電熱管主要用來保持模唇的溫度,確保塑料出了模唇後可以更穩定的成形。
另外一個輔助模唇調整的好搭檔就是節流閥,針對於產量大或者是含有比較高比例的回收料以及特殊配方等,會在本體上設置調節閥,當操作者已經使用調整螺絲控制產品厚度,但仍無法達到可接受的穩定生產狀態時,就可以使用調節閥來調整模腔內流道,改變塑料流速,達成均勻出料的狀態。

調節閥用來調節流速,協助模唇調整能發揮更大效能。
隨著現代模具設計和製造的進步,模唇開口的調整方式變得更加直觀且容易使用。模流軟體的輔助和製程的優化使得操作者能夠更精準地掌握調整過程,減少因不當調整而引起的模唇損傷或變形的風險。這也意味著在模具的交付階段,模唇口的初步校正已經更趨完善,為使用者提供了更簡便、安全的操作環境。因此,這些技術的應用不僅提高了生產效率,也提供了更高品質的成品。