快速破解共擠押出分配器的三大秘密
2023.12.29模具設計與技術
押出製程中,共擠押出是相當普遍的應用技術,可以巧妙結合兩種或以上不同的塑料形成多層的塑膠板或膜,之所以運用這樣的技術,主要目的就是要結合多種塑料的特性,增加物理特性,機械特性或者是產品的組隔、透明、耐溫需求,或是降低生產成本等,都會透過共擠押出技術來達成。
共擠押出的成形有兩種方式: 一種是採用多流道模具,也就是押出模具有兩個以上模腔,另一種則是大多數人熟知的分配器與模具搭配應用,這兩種成形方式的差別如下:
|
多流道模具 |
分配器+模具 |
|
|
可分層層數 |
2-5層 |
2~11層 |
|
適用塑料 |
塑料溫度差異20度以上 |
塑料溫度接近 |
|
運作方式 |
不同塑料直接進入不同模腔,在模具內成形區結合 |
不同塑料進入分配器,在進入模具前,在分配器內結合 |

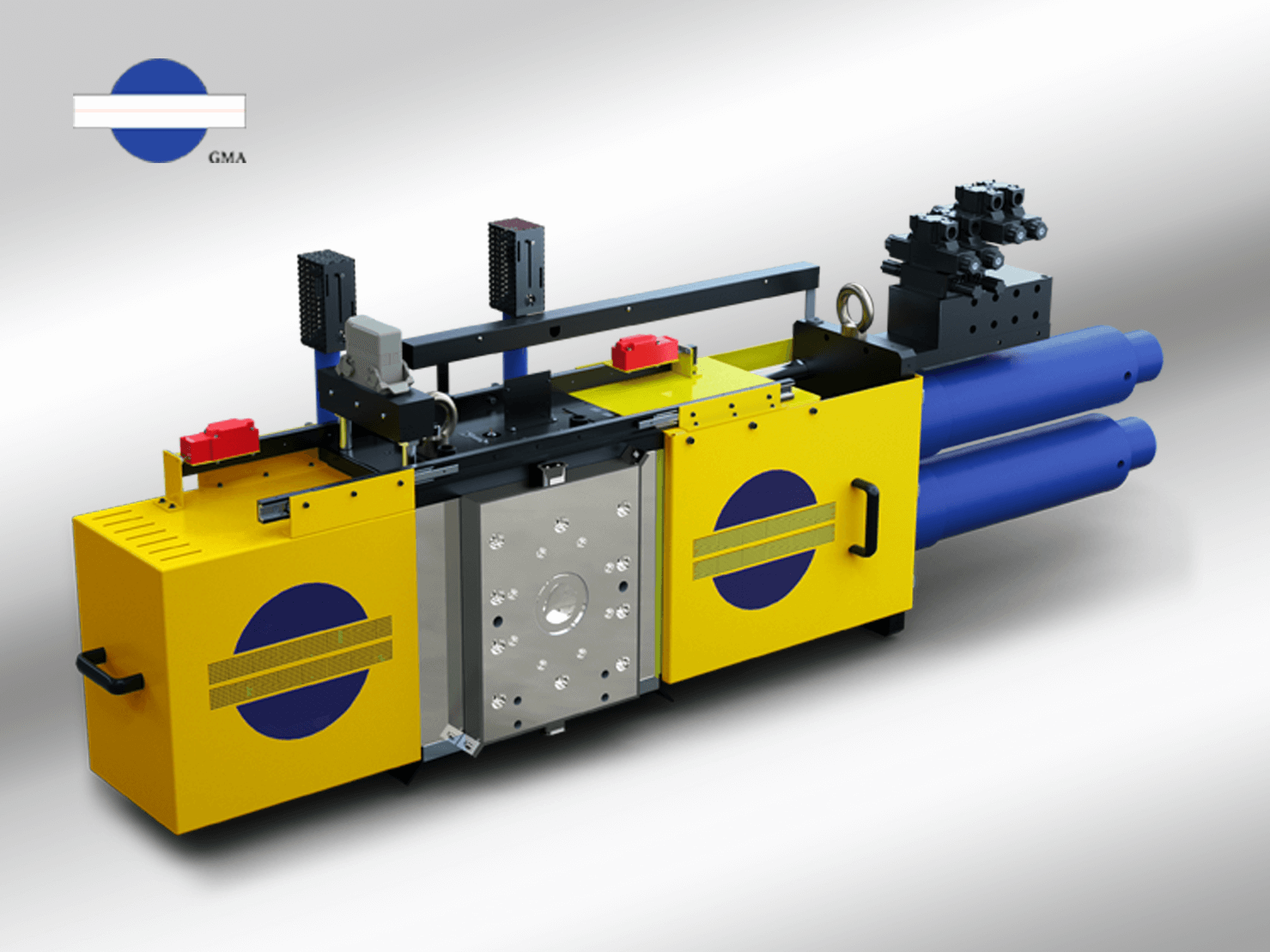
共擠押出成型兩種方式 : (左) 多流道模具 (右)分配器搭配模具
延伸閱讀:不同塑料的複合還可以這樣做?【特殊多流道模具】的6大優勢ㄧ次告訴你!
分配器肩負重要的分層功能,那麼又是如何運作的呢?三步驟讓你快速了解分配器
一分:
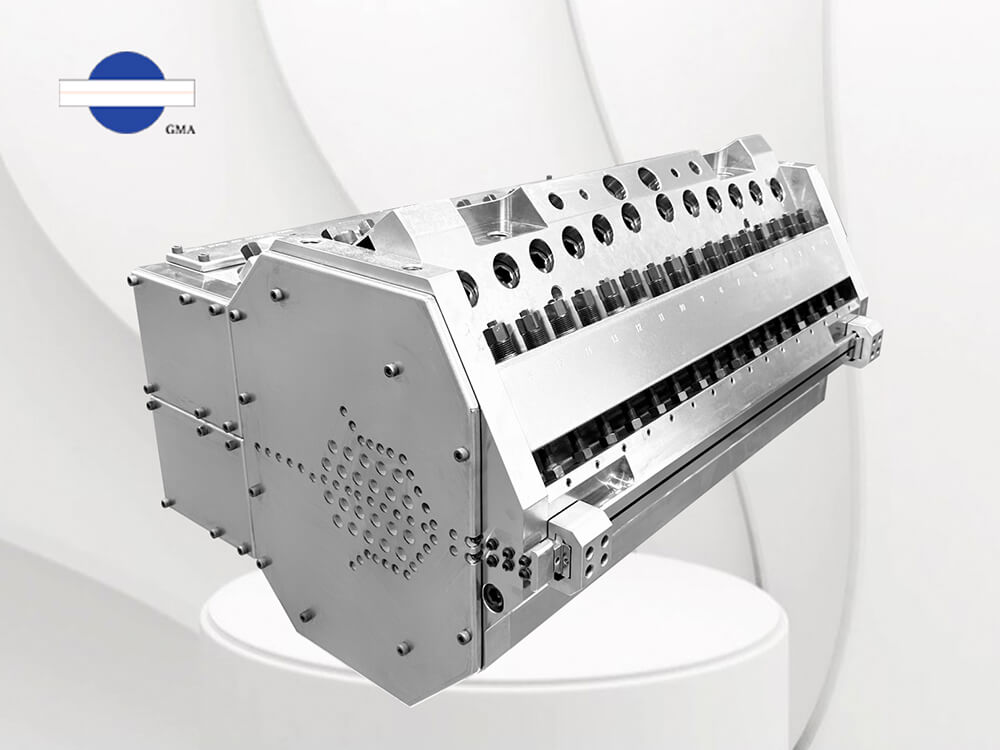
分配器配合押出主機擺放位置以及數量不同,可設計不同的入口大小以及位置,而分配器的內部流道則是根據產品的結構與比例來設計,確保不同塑料進入分配器內,可以依照設定的比例流量堆疊結合,比如: 兩層結構就代表內部有兩個流道,三層結構就有三個流道,以此類推。

分配器的入口根據押出主機設計,流道根據產品結構設計
由於內部流道和模具模腔都是同樣容積的概念,由於容積空間是固定的,不管是分配器或是多流道模具的調整範圍都在5-10%之間,也就是說分配器或多流道模具是用於微調,而大幅度調整分層比例需要透過押出主機調整押出量操作。
二合
不同塑料透過分配器各個入口導引到流道,在進入押出模具前,就進行結合後才進入押出模具腔體,
由於結合路徑短,所以適用加工溫度相近以及物性接近的塑料,針對加工溫度差異過大(20度以上) ,建議採用多流道模具。
三調
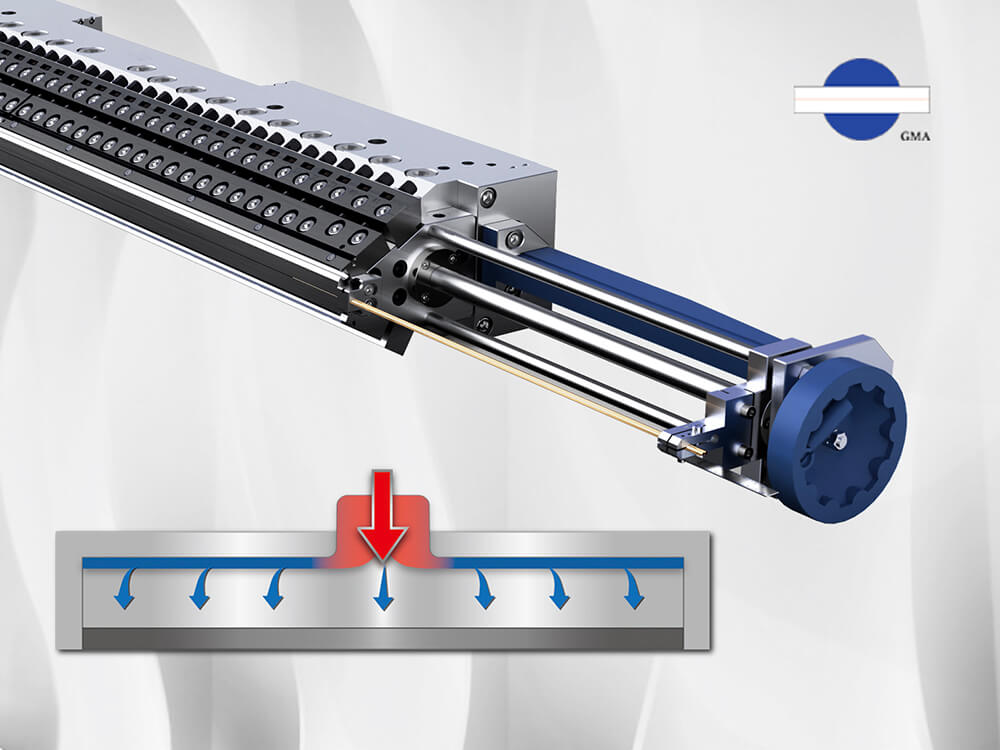
分配器設有兩種不同功能的調整工具,讓操作者可以更輕易的透過分配器得到更好的分層效果,最常使用的就是用來微調分層比例的調整臂桿,用於調整分層比例,其概念就像是流道閥門,可以改變內部流道流量,比如將單一層的流料比例從15%調整到10%。
另一個則是在特殊狀況下才會使用的導流栓,主要用於調整優化每一層的介面,在產品的厚度均一的情況下,如果產生分層介面不均的情形,就可以適用導流栓進行微幅調整。
此外為了因應產品結構的多種變化,分流器還可以搭配選擇器使用,改變內部流道的方向,提供幾種不同的結構變化應用, 用最簡單的方式讓產品多元化,如:兩軸兩層結構(AB)可以透過選擇器改變成兩軸三層(ABA)結構。

分配器設有不同的功能的調整工具
分配器擔任共擠押出製程至關重要的角色,透過微調優化分層品質,不管使用分配器或是多流道模具,颴善運用共擠押出技術,為塑料製品的開發和生產提供了靈活而有效的解決方案。