打造完美押出模具:从设计到质量控管的全过程
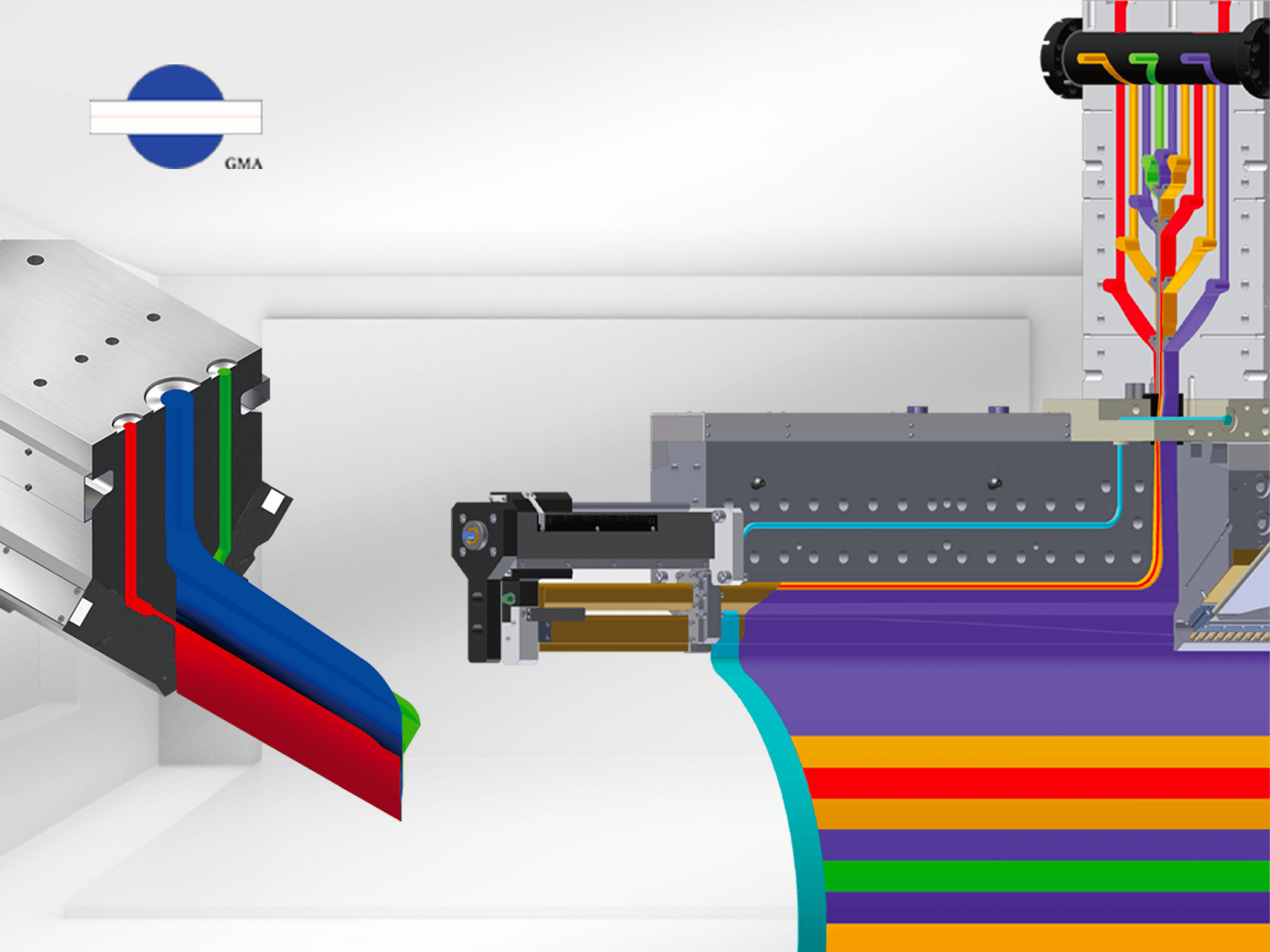
2024.08.30押出模具堪称押出产线的心脏,也肩负着押出制程中重要的成形关键,塑料进入模腔到从模唇出料,短短几秒到数十秒不等的时间,透过模腔内部的流道设计,可让塑料平均展延至预定宽幅且达到均匀厚度,押出模具的重要性可见一斑,而一组表现稳定的押出模具除了适切的设计之外,精良的加工与质量管理,才是让押出模具从设计图真正实现到产线应用的完美结果。
押出模具制程有数十道程序,如果简易区分则包含选用钢材、CNC加工、电镀以及组装,而每一道制程都需经严谨的质量检验,加工的好坏和模具的使用寿命有关,平均而言模具在正常保养使用状态下,大约5-10年左右,但不良的加工质量可能导致模具使用寿命缩减30%,更别提对于终端产品质量的影响。
如前所述,模具加工简易区分为四大程序,那么在这些程序中,质量管控又判扮演何种角色? 以下针对这些做逐一说明。
材质选择
押出模具制作大多选用模具钢为主,必须同时考虑耐用性(硬度以及钢材成分等)、加工处理、客户需求以及与客户使用材料配方适切性,而选用不同钢材来制作模具,诸如: 模具钢、不锈钢或者是哈氏合金等。
钢材之于模具,如同房子的钢筋,如果没有稳固的根本,就无法做出符合客户期望的押出模具,钢材没有好坏之分,如何在上百种材料中选用最适合的钢材,是身为一个模具制造商的该有的专业质量把关第一道程序。
延伸阅读:如何选择最适合的钢材制作押出模具

左: 模具钢是多数人熟知的模具钢材 右: 哈式合金又称C276钢制作的模具用于处理含氟塑料 )
设计与制造精度
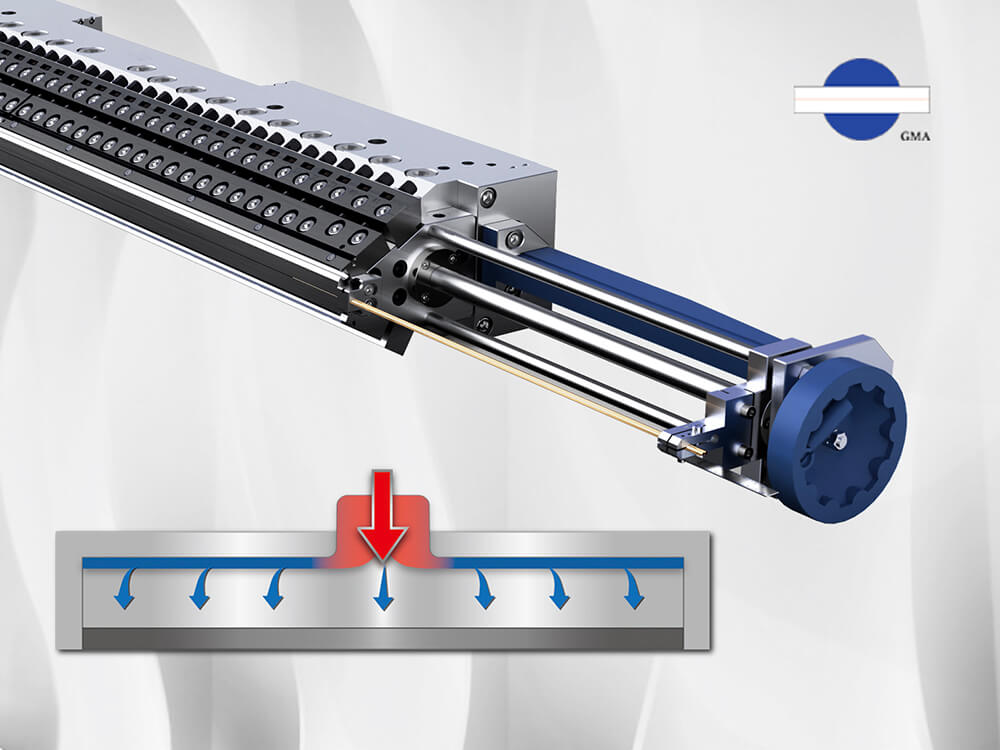
模具设计包含模腔内部流道设计以及其他功能性设计(宽度调整、厚度调整、调节阀等),为了确保设计能符合塑料特性,会依据生产条件进行模拟分析,根据模拟来进行设计优化,为了确保设计能够完整实践,加工精度必须落在允许翁公差范围内,每道加工制程都会进行相关的质量控管与检验,任何一道加工的疏忽都会影响模具的功能,进而导致不正常漏料、无法均匀押出、容易损坏等问题。
延伸阅读: 押出模具设计:从理论到实践

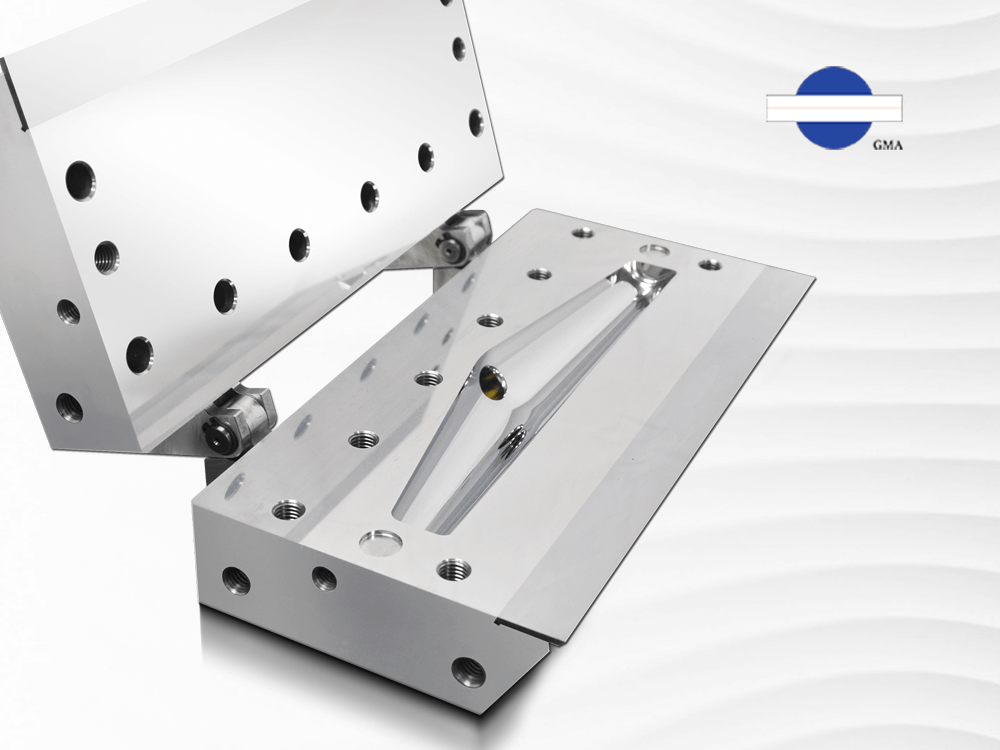
模具设计会依照塑料特性与生产条件透过模拟来优化,为了确保设计能够完整实践,加工质量的精良管控相形重要。
押出模具制造的第一道工序是CNC加工,用来加工流道以及模具各类孔位。因应模具宽度需求范围广泛,因此需要使用不同的机器来加工大小不同的工件,
选用的刀具也必须考虑流道加工的曲面弧度以及深浅,还有钢材的硬度等,模模具CNC加工形同建造房子的地基,所有的基本结构以及尺寸必须精确的落在公差范围内,稍有疏失就会影响后续制程质量欠佳甚至无法加工,一组模具的CNC加工检验尺寸至少有二十组以上,由此可见CNC加工的重要性。
 模具CNC加工是重要的基础,至少有二十组不同的尺寸与精度需要经过检验。
模具CNC加工是重要的基础,至少有二十组不同的尺寸与精度需要经过检验。
电镀工艺
押出模具的另一个关键制程就是「电镀」。电镀是一种电解还原过程,简单来说就是把需要电镀的工件置放在电解液中,透过通电让电解液的金属分子附着在工件上,形成一层保护层,模具电镀制程主要就是延长模具寿命,由于塑料在模腔内流动时,接触表面积大,虽然停留时间短,但长期使用下来仍会产生磨擦力带来的耗损,电镀层就是保护推迟因为摩擦对钢材耗损,而电镀保护层厚度到底多少才适当,每个模具制造商都有其估算方式,这跟钢材以及加工有关,因此镀层并非越厚越好,一般来说,镀层厚度约在20-50 micron最佳。

透过模厚计来量测确认电镀层厚度符合规范。
电镀种类繁多,诸如:镀镍、镀铬、镀锌、镀银或金,还有技术较高的合金电镀等,一般来说为了确保电镀质量,通常电镀槽都会使用单一电镀,而且要定期进行电镀槽的清洗,避免造成电镀污染,以押出模具电镀制程来说,考虑实用性以及时间成本等因素,镀铬是最常见的电镀。
影响电镀的另一个关键因素就是抛光研磨,由于镀层是附着在工件上,因此工件本身的平整度就会影响电镀质量,押出模具的平面平整度以及整洁度都必须在进行电镀前,确认符合加工标准才可以进行电镀,这标准就涵盖了电镀后的精抛光工序,由于镀层附着在模具上时,不同位置的附着厚度可能不同,但为了确保电镀后仍能维持设计的需求,因此会透过镜面研磨与抛光来确保表面粗糙度以及尺寸精度。押出模具在组装前的平面粗糙度为Ra0.03~0.04um,如果是光学类模具,平面粗糙度要求则为Ra0.01um
延伸阅读: 一点都不粗糙的表面粗糙度

模腔平面处理从CNC到电镀加工,会有不同的加工平面粗糙度要求。
品质检测
除了在上述的模具制程中进行层层的质量控管与确认,包含模具本体以及各部件尺寸与几何形状检测,确保模具与设计图纸的符合性,在模具进行组装前,会使用精密测量仪器并且使用不破坏的方式,进行粗糙度与模唇R角的量测,
每组模具出厂前都会有完整的检验报告留存,可以做为日后模具回厂维修的参考依据。

模具组装前必须透过仪器量测平面粗糙度(左)以及模唇R角(右)。
押出模具根据宽度不同,会平均取样量测,通常会以正中央为起始点,往左右两端相等间距进行量测,而为了确保量测结果的精确性,所有的量测仪器也会依据相关程序,定期进行必要的内校、外校或者游校。

模具量测依据宽度而有不同的取样原则。
总结来说,押出模具制程中的每一道工序都至关重要,从钢材选择、设计精度、CNC加工、电镀处理到最后的质量检测,每一个细节都直接影响到最终产品的性能和寿命。
优质的模具不仅仅是在设计图纸上的理论实现,更是在严格质量控管下的精工制造。透过这样的流程,才能确保押出模具能够在生产在线持续稳定地运作,为客户提供最高质量的保障。对于模具制造商来说,精良的加工与严格的质量管理也是维持持续成长与成功的关键。

对于模具制造商来说,精良的加工与严格的质量管理不仅是持续成长的关键,也是提供客户最高质量的保障。